Технология изготовления изделий из листового материала
Технология изготовления изделий из листового материала
Изготовление ковкой различных художественных и бытовых изделий из листового материала – одно из наиболее древних производств, которое широко применялось еще задолго до новой эры у скифов, народностей Кавказа и Южного Урала.
Существуют различные способы обработки листового материала: отрезка, вырубка, обрезка, просечка, гибка, завивка и скручивание, формовка и выколотка, чеканка, штамповка, басменная обработка и давильные работы на станках, а также комбинированная обработка.
На рис. 1.2.21 показаны некоторые разделительные операции: а – разрубка, б – вырубка, в – просечка и обрезка. Разберем более подробно все разделительные операции.
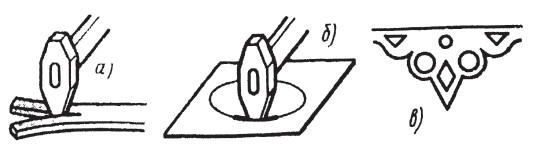
Рис. 1.2.21. Технология разрубки (а), вырубки (б), обрезки и просечки (в).
Отрезка (разрезка, разрубка) выполняется при помощи ручных ножниц для металла, гильотинных стуловых ножниц (для материала толщиной свыше 1,5 мм), кузнечных зубил, ножовок и других инструментов.
Вырубка (обрезка) – операция отделения какой-либо фигуры от листовой заготовки. Для осуществления этой операции на очищенную поверхность металлического листа наносят рисунок (можно через копировальную бумагу) или готовят шаблон и приклеивают его на лист. Если рисунок симметричный, то вычерчивают на плотной бумаге одну его часть, накладывают на предварительно размеченную поверхность листа и обводят чертилкой (остро заточенный стальной стержень). После этого перемещают фрагмент на определенный угол, опять обводят – и так до тех пор, пока не будет нарисован весь рисунок.
Когда рисунок полностью нанесен на металлический лист, то зубильцами начинают его высекать. Если рисунок сложный, можно использовать выпиловку лобзиком. Для облегчения процесса в узловых местах можно предварительно просверлить отверстия диаметром 3–5 мм и процесс обрезки проводить частями – от наиболее простых участков к сложным. В тех случаях, когда невозможно вырезать весь контур рисунка ножницами или лобзиком, можно применить различные по размерам и форме режущей кромки зубильца, а затем доработать контур надфилями.
С помощью вырубки, гибки, ковки и насечки искусный кузнец-художник из поселка Вырица Гатчинского района, Ленинградской области Владимир Марков изготовил из листа толщиной 3 мм оригинальную собачку (фото 1.2.3).
Просечка – образование внутренних отверстий различных форм в заготовке – обычно осуществляется зубильцами с прямым или радиусным лезвием. Большие формы могут вырезаться специальными криволинейными ножницами.
Просечка и вырубка – основные операции при изготовлении просечных железных украшений из кровельного железа или тонкой листовой меди и даже из толстой полосы.
Просечный металл начиная с XVI в. широко применяется при украшении бытовых предметов (сундучков-подголовников, замков, осветительных приборов и т. д.), а также в сельской и городской архитектуре.
Подзоры из просечного металла украшают свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершают гребни крыш, дымники в виде башенок и ваз, прикрывают дымовые трубы (рис. 1.2.22). Кроме этого, техника просечки широко использовалась при изготовлении оковок сундуков, личинок и секирных замков (рис. 1.2.23).

Рис. 1.2.22. Просечные элементы и виды дымников.
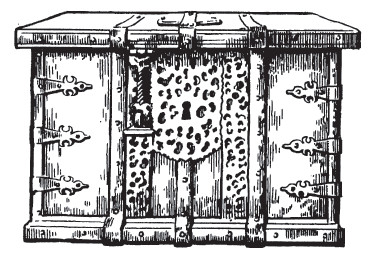
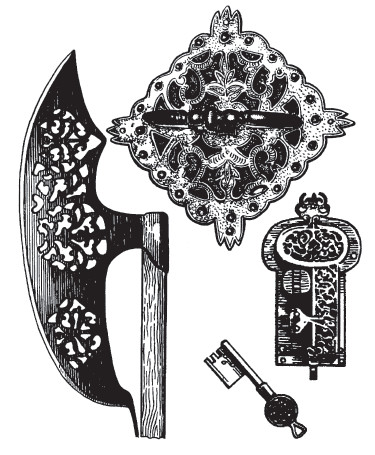
Рис. 1.2.23. Изделия с элементами просечки.
Рисунок просечного металла был аналогичен рисунку пропильных орнаментов на деревянных наличниках и свесах и содержал в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок, различных завитков.
Коньковые решетки обычно завершались довольно пышной композицией из характерных для русских орнаментов коньков, петухов или драконов. Декоративность избы или здания подчеркивалась красиво оформленными водосточными трубами. Навершия труб оформлялись в виде ваз, корзин с цветами или пышной короны; сами трубы имели круглую или граненую форму сечения, а слив выполнялся в виде раскрытой пасти дракона.
Навершиями из просечного металла украшались дымовые трубы, столбы ворот и калиток.
Технология изготовления различных элементов из просечного металла несложная, но требует кропотливого труда и навыков работы с жестью. Первоначально следует подобрать или придумать рисунок и форму готового изделия. При этом очень важно учитывать расстояние, с которого будет рассматриваться изделие. Если необходимо украсить просечным металлом дом, отдельную беседку, ворота, то надо продумать стиль рисунка всей композиции. После этого изготовляют шаблоны из плотной бумаги или картона и чертилкой наносят рисунок на металлический лист, предварительно покрытый тонким слоем мелового раствора или белилами. Затем ножницами вырезают наружные фрагменты, а с помощью различных зубильцев – внутренние. Плоские изделия из просечного металла уже готовы к установлению на места, а объемные – дымники, навершия и др. – предварительно собирают в единое целое, что требует высокой техники жестяных работ, а затем устанавливают на места. Отдельные элементы соединяют между собой специальным замком – фальцем, одиночным или двойным. При соединении цилиндрических и конических элементов используют кольцевые (рис. 1.2.24, п. 9) фальцы (стоячие или лежачие) и продольные (рис. 1.2.24, п. 4). При изготовлении сливных (рис. 1.2.24, п. 5–7) и самоварных (рис. 1.2.24, п. 1) труб используют цилиндрические звенья, а также коленные изгибы (рис. 1.2.24, п. 7) под прямым или тупыми углами. При изготовлении коробчатых изделий необходимо делать раскрой, как боковой части (рис. 1.2.24, п. 8), так и днища.
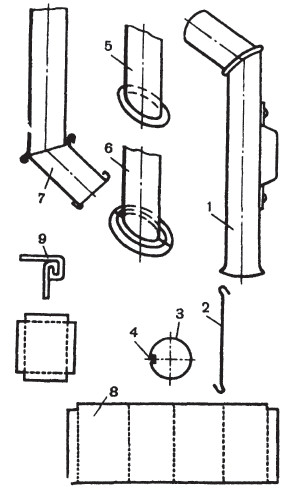
Рис. 1.2.24. Технология изготовления водосточных и самоварных труб.
При жестяных работах используют специальные молотки: киянки (рис. 1.2.25, п. 4), деревянные молотки (рис. 1.2.25, п. 3), ножницы для металла (рис. 1.2.25, п. 1, 2, 9.) и толстый металлический стержень квадратного сечения (рис. 1.2.25, п. 7), укрепленный на верстаке в горизонтальном положении (рис. 1.2.25, п. 8), а также различные зубила (рис. 1.2.25, п. 5, 6). Технология изготовления стоячих и лежачих фальцев показана на рис. 1.2.25, п. 10.
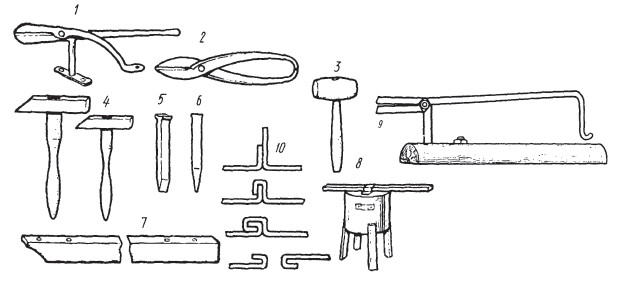
Рис. 1.2.25. Инструмент для кровельных работ.
При изготовлении дымников необходимо помнить, что, кроме эстетических, декоративных функций, они должны выполнять и основные свои функции: предохранять кирпичную трубу от разрушения под воздействием дождей и ветра, не допускать попадания влаги внутрь трубы и создавать хорошую тягу.
Гибку металла на заданный угол проводят молотком на ребре наковальни (рис. 1.2.26 а), в тисках или на различных оправках (рис. 1.2.26 б), а радиусную или спиральную гибку – при помощи молотка на коническом роге наковальни (рис. 1.2.26 в), на вилке (рис. 1.2.26 д) или на специальных шаблонах (рис. 1.2.26 г, е – и).
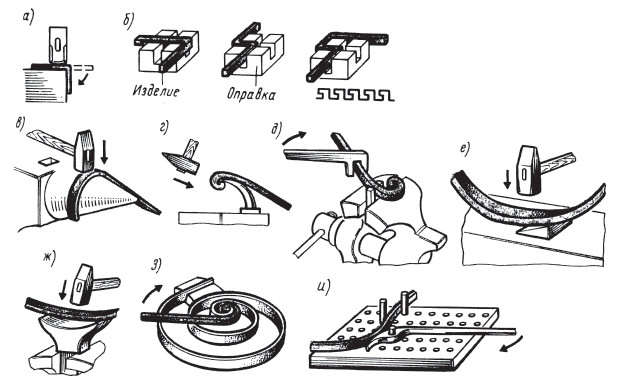
Рис. 1.2.26. Техника гибки заготовок.
Скручивание ребристых заготовок вдоль оси осуществляется специальной вилкой, воротком или просто газовым ключом (рис. 1.2.27 г). Скрутка бывает с постоянным (рис. 1.2.27 б), переменным и встречными шагами (рис. 1.2.27 в). Круглую заготовку также можно декорировать скруткой, если предварительно протянуть ее на плоскость или эллипс (рис. 1.2.27 а). Для большей декоративности заготовки предварительно пробиваются «дорожками» с двух или четырех сторон. Если необходимо получить большое число одинаково скрученных заготовок, то перед скруткой на мерную заготовку надевают трубу, и процесс закручивания идет до тех пор, пока ключ не упрется в трубу.
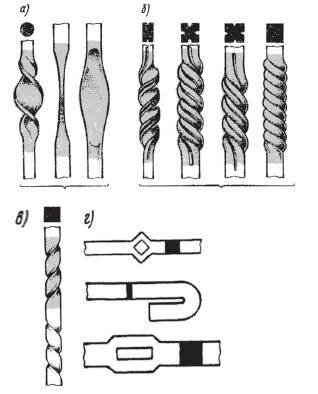
Рис. 1.2.27. Скручивание ребристых заготовок.
Следует иметь в виду, что скрутка с постоянным шагом осуществляется в том случае, если заготовка не нагрета, т. е. холодная. При этом усилие скрутки увеличивается и следует использовать воротки больших размеров по длине. При скручивании нагретых заготовок регулировать равномерность шага скрутки можно путем охлаждения (замачивания) той части заготовки, на которой осуществляется скручивание. Кроме этого, нужно помнить, что холодный металл пружинит, поэтому во всех процессах, связанных с гибкой, завивкой или скручиванием, необходимо учитывать угол пружинения или угол обратной раскрутки.
Данный текст является ознакомительным фрагментом.