Технология изготовления декоративных изделий из полосового материала
Технология изготовления декоративных изделий из полосового материала
Вначале для примера рассмотрим две технологии изготовления декоративных решеток. Фрагмент первой решетки (рис. 1.2.28 а) состоит из рамки, в которую вделаны две волюты. Для изготовления двух волют берут полосовой материал (размером 3 ? 16 мм), отрубают зубилом или на подсечке заготовки требуемой длины, затем на коническом роге наковальни или на оправке гнут по шаблону заданные волюты. Концы их необходимо заковать (в нагретом состоянии) в плотный «глазок». Квадратную рамку делают, изгибая полосу под углом 90° и соединяя концы заклепками или кузнечной сваркой. В тонкой полосе отверстия диаметром 2–3 мм можно просверлить или пробить пробойником. Затем рамку собирают путем склепывания концов. Если же необходимо концы рамки соединить кузнечной сваркой, то их нагревают под слоем флюса (см. Приложение) до температуры белого каления, накладывают один конец полосы на другой и, нанося удары молотом, сваривают.
После того как рамка будет подготовлена, в нее вставляют откованные волюты и соединяют их с рамкой с помощью скобки – перехвата.
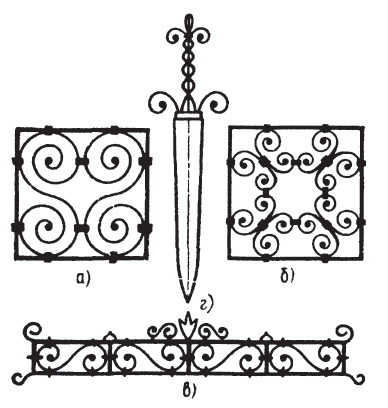
Рис. 1.2.28. Изделия из полосового материала.
Центральный рисунок другой решетки (рис. 1.2.28 б) состоит из восьми одинаковых С-образных завитков. Вначале необходимо изготовить шаблон для завитков, потом из полосы согнуть завитки, собрать их в пары, а затем смонтировать всю рамку.
Небольшая каминная решетка (рис. 1.2.28 в) может быть изготовлена так: берем полосу и оформляем навершие, состоящее из двух волют и стилизованного цветочка. Затем делаем заготовки для основы решетки: изгибаем три валюты, оформляем завитки на верхнем и нижнем горизонтальных стержнях рамки, отрезаем от длинной заготовки пять одинаковых стоек и подготавливаем пять перехватов. После этого свариваем (можно при помощи электросварки) рамку, привариваем пять стоек и соединяем с помощью перехватов четыре волюты в основе и еще две маленькие волюты сверху.
При помощи этих же несложных технологических операций можно изготовить и декоративный ножик для бумаги (рис. 1.2.28 г). Из листового металла (лучше из латуни или бронзы) вырезаем заготовку ножа, оформляем лезвие, а со стороны ручки разрезаем ее на пять частей. Две крайние полосы закручиваем в большие завитки, две средние получают продольную скрутку, а их концы закручиваем в маленькие завитки, на центральном стержне делаем только фигурный крючок на конце. После этого места соединений у основания ручки перекрываем скобами-перехватами. Окончательная доводка ножа осуществляется при помощи напильников с последующей шлифовкой и полировкой.
На фото 1.2.4 показан фрагмент старинной решетки, собранный на штифтах, заклепках и хомутах.
Рассмотрим некоторые другие изделия кузнецов.
На фото 1.2.5–1.2.6 показаны две композиции народного мастера Ильи Цуркана. А на фото 1.2.7–1.2.11 мы видим изящные по форме цветочные композиции учащихся украинских художественных вузов. Среди изделий молодых украинских кузнецов есть и такие сложные работы, как кованый столик с пивными кружками (фото 1.2.12). На фото 1.2.15 – 1.2.16 показаны экспонаты Краеведческого музея города Мышкина: фото 1.2.13 – бытовые изделия (якорь «кошка», пушка, колокола, клещи, доска-бой, зубило и кузнечная решетка); фото 1.2.14 – дверные приборы (жиковины, гвозди, подставы); фото 1.2.15 – элементы конской сбруи, фрагмент кольчуги, ядра и ствол пистолета; фото 1.2.16 – предметы интерьера (дверные ручки, «навершия» светцов, кронштейн).
На фото 1.2.17 и 1.2.18 представлены уникальные работы председателя Московского творческого союза кузнецов, заслуженного художника РФ Валентина Воробьева. Работая в смешанной технике (ковка и сварка), он создал уникальные произведения философского плана: летящий на всех парах паровоз из прошлого в настоящее и «Святой Гермоген Московский» – изображение русского патриарха (1506–1612), который рассылал по городам грамоты с призывом к всенародному восстанию против польских интервентов (умер в заключении у интервентов).
В августе 2009 г. в выставочном зале «Новый Манеж» была проведена юбилейная выставка В. Воробьева, на которой были представлены многие другие его философско-фантазийные скульптурные работы.
Основной инструмент при дифовке и выколотке. Молотки – основой инструмент при дифовке и выколотке (рис. 1.2.29), они имеют самые разнообразные формы, массу и могут быть изготовлены из различных материалов. При выколотке мастер имеет дело с разнообразными опорными инструментами: наковальнями, шпераками, всевозможными подкладными вставками. Принцип дифовки заключается в том, что при ударе молотком по листовому металлу происходит местное сплющивание металла, т. е. уменьшается его толщина, что приводит к увеличению площади. Таким образом, если взять круглую плоскую заготовку, положить на наковальню и начать обрабатывать молотком ее центральную часть, то лист начнет изгибаться и приобретать форму сферы. Концентрируя удары в определенных местах и применяя разнообразный ударный и подкладной инструмент, можно получить объемные изделия различной формы.
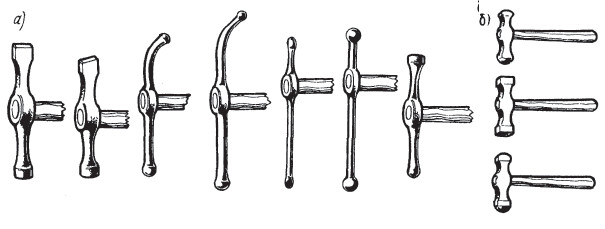
Рис. 1.2.29. Специальные молотки для дифовки.
При глубокой вытяжке по краям заготовки образуются гофры, которые при последующей обработке необходимо «посадить», т. е. распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или при помощи специальных молотков и оправок. При этом надо следить, чтобы гофры были низкими и широкими и не завалены в какую-либо сторону. Необходимо обращать внимание и на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни или оправок должны быть хорошо закалены и отшлифованы, чтобы на поверхности металла не образовывались царапины и трещины, которые при дальнейшей обработке приводят к разрыву металла изделия.
Известно, что по мере обработки металлическим молотком лист нагартовывается (наклепывается), в результате чего его поверхность упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе с листовым металлом следует по возможности применять молотки с бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления срока службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком.
Текстолитовые и резиновые молотки, а также молотки со вставками из красной меди, алюминия или свинца не оставляют следов удара.
Мастера-дифовщики используют при работе свыше 100 различных молотков: наводильники – для посадки гофров; гладильники – для правки и выравнивания металла; шаровые молотки – для создания сферических поверхностей; шеечные – для обработки шеек ваз, кубков и других торовых поверхностей.
Опорный и подкладной инструмент состоит из стойн (рис. 1.2.30 а), которые вбивают непосредственно в деревянный чурбан или в землю, и кобылин (рис. 1.2.30 б), которые кладутся на сиденье, а сверху на них при работе садится мастер.
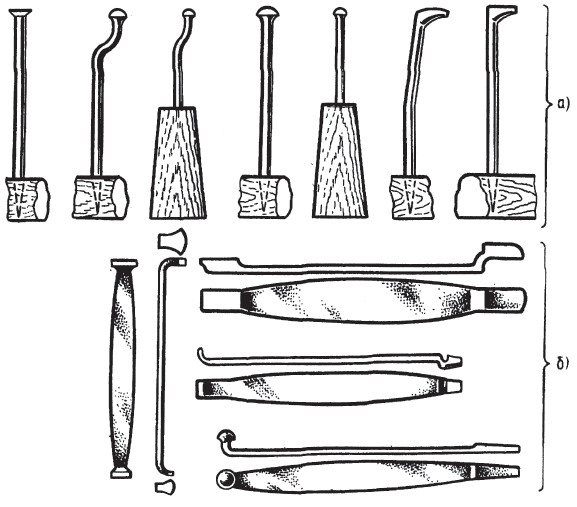
Рис. 1.2.30. Стойны и кобылины.
Изделия с неглубокой вытяжкой изготовляют при помощи разнообразных молотков (рис. 1.2.31, п. 2) и оправок (рис. 1.2.31, п. 1), которые вставляются в основную наковальню. Процесс вытяжки осуществляется на сферической оправке (рис. 1.2.31, п. 3). Технологические переходы показаны на рис. 1.2.31, п. 4.
Выколоткой в старину изготовляли и корпуса самоваров. Основными центрами по производству самоваров были Тульская область с «самоварной столицей» Тулой, Пермская, Московская области, некоторые районы Урала и Кавказа. В начале XX в. в Туле самовары выпускали 50 фабрик, которые изготовляли около 660 тыс. штук в год.
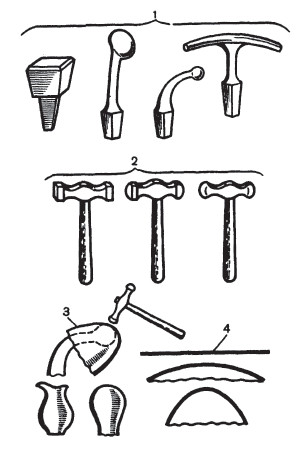
Рис. 1.2.31. Инструмент для изготовления посуды из листа.
Чтобы рассмотреть технологию изготовления самовара, необходимо знать наименования основных его частей (по терминологии XIX в.). Самовар (рис. 1.2.32) состоит из колпачка (п. 1), конфорки (п. 2), крышки (п. 3), стенки, или тулова (п. 4), ключа, или стебла (п. 5), ветки (п. 6), крана (п. 7), шейки (п. 8), поддона (п. 9), личинки (п. 10), решетки (п. 11), ручки (п. 12), круга (п. 13), внутреннего кувшина (п. 14) и мелких деталей (п. 15), таких как репеек, донышко с вертушком, душничек, подшишек с малинками и др.
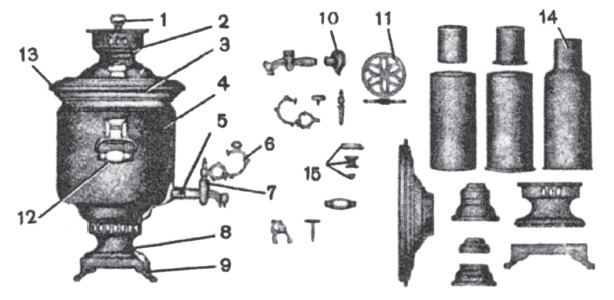
Рис. 1.2.32. Элементы самовара.
Наиболее ответственной и сложной работой было изготовление стенки – выполнение ее доверялось самым опытным мастерам высшей квалификации. Специалистов по отковке стенок называли наводильщиками. Они получали прямоугольные листы латуни (так называемые карты) и начинали «наводить стенку» по следующей технологии: отжигали лист, а затем свертывали в цилиндр, конус и т. д. и края спаивали. Затем форму надевали на чугунную оправку и под ударами молотков различных конфигураций придавали ей заданную форму. Сама оправка крепилась на кобылине – длинном железном стержне с утолщениями на концах, на один из которых садился мастер, а на другой надевалась чугунная оправка (рис. 1.2.33). Форма оправки стенки самовара делалась гладкой или граненой, со сложными замысловатыми рисунками.

Рис. 1.2.33. Чугунные оправки для выколотки тулова самовара.
В зависимости от формы тулова различают и названия самоваров: банка имеет простую цилиндрическую форму без рисунка; рюмка – коническую форму; другие варианты – ваза, шар и т. п. А если поверхность имеет ребра и грани, то к основному названию самовара добавляют слово «гранный». Например: рюмка гранная или двугранная.
В настоящее время размер самоваров определяют объемом воды в нем, а раньше – длиной окружности в вершках на уровне ручек. Если длина составляет 15 вершков, то и самовар – пятнадцативершковый.
Кувшин – внутренняя труба самовара – состоит из двух частей: цилиндрического низа и горла с заплечиками, которые сваривают между собой в единое целое.
Крышку и шейку изготовляют из листовой латуни на давильных станках.
Поддон, круг, детали краника (корпус крана, стебло, ветка, репейка), ручки – все эти детали раньше изготовляли литьем. Литые детали имели красивые оригинальные формы и украшали самовар. Круги оформлялись кружевными свесами и назывались цветными, поддоны имели стойки в виде массивных звериных лап, и каждый самовар украшался своей веткой, форма которой практически не повторялась.
После изготовления всех необходимых деталей самовара проводили их очистку от оксидов и жиров, т. е. их «квасили» в слабом растворе серной кислоты, лудили и передавали на сборку.
Лудильный цех обычно имел несколько открытых горнов со слабым дутьем или вообще без дутья, а в качестве полуды применялся сплав, состоящий из 80 частей олова и 20 частей свинца.
Собранный самовар поступал в разборный цех, где его полностью разбирали, проверяли качество изготовления, сборки и подгонки всех деталей, испытывали на герметичность и при необходимости устраняли имеющиеся дефекты. И только после этого направляли самовар на полировку и далее на никелировку.
Технология изготовления медной посуды (тазов, чайников, мисок, подносов, кувшинов и кумганов) значительно проще, чем самоваров. Изделия формируют при помощи разнообразных молотков и оправок. Для изготовления посуды из листа применяли опорный инструмент – желобильню – чугунную плиту с углублением для выгиба краев дна у чайников, ведер и других подобных изделий (рис. 1.2.34 б, п. 1); более глубокую вытяжку делали на стойнах (рис. 1.2.34 в, п. 2); на ней же вытягивали и «носик» у кувшинов (рис. 1.2.34 г). Технология вытяжки сферы на плоскости показана на (рис. 1.2.34 а).
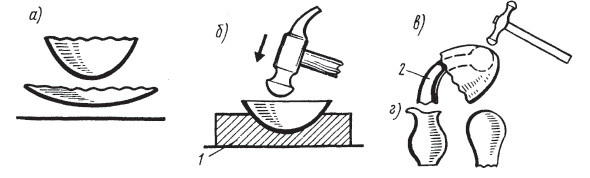
Рис. 1.2.34. Способы дифовки.
Наряду с ручной технологией изготовления существовал способ обработки листовых материалов из золота, серебра, меди и других пластичных металлов на давильных станках.
Для изготовления на давильных станках изделий, у которых горловина имеет меньший диаметр, чем у основания (или в середине), необходимо применять разборные шаблоны и после окончания работы вынимать их поэлементно из сосуда.
Чеканка – это художественная обработка листового металла при помощи чеканов – металлических стержней с разнообразными формами рабочей части.
Чеканка по золоту и серебру широко применялась народами Причерноморья и Кавказа задолго до новой эры. В музеях страны можно встретить изумительные по красоте и технике исполнения чеканные украшения, выполненные скифскими мастерами IV–VII вв. до н. э.
Высокого уровня достигла чеканка в домонгольский период в городах Киевской Руси в IX–XI вв. Наиболее богатую форму орнаментации чеканка получает в ювелирных, культовых, бытовых и декоративно-прикладных изделиях в XVIII–XIX вв., в период широкого дворцового строительства.
Наиболее удобны чеканы шестигранного сечения с некоторым утолщением посередине, но могут применяться и круглого сечения диаметром 10–20 мм. Материал чеканов – инструментальная или углеродистая сталь 45, 40Х, У7, У8. Рабочая и ударная части чеканов должны быть закалены до твердости 40–45 единиц НRC и отполированы.
Канфарники (рис. 1.2.35, п. 7) имеют заостренный конец и предназначены для перенесения рисунка с бумаги на металл при помощи точек, а также для отделки фона точками – канфарения.
Расходники (рис. 1.2.35, п. 4) имеют рабочую поверхность в виде прямой или радиусной линии и предназначены для нанесения контуров рисунка.
Лощатники (рис. 1.2.35, п. 3) имеют плоский гладкий боек и предназначены для выравнивания плоскостей.
Пурошники (рис. 1.2.35, п. 6) имеют выпуклую сферическую головку и применяются для создания выпуклой поверхности.
Бобошник – разновидность пурошника, но с продолговатой выпуклой поверхностью.
Трубочки (рис. 1.2.35, п. 5) имеют вогнутую сферическую поверхность с кольцевым ободком и применяются для создания сферических выступов.
Рисунчатые чеканы (рис. 1.2.35, п. 8) имеют линейчатую или точечную структуру на рабочей поверхности и применяются в основном для отделки фона.
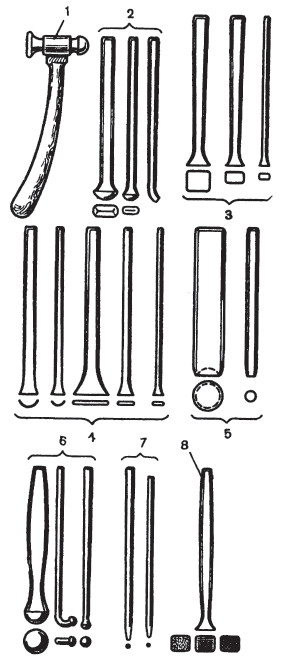
Рис. 1.2.35. Чеканы и молоток.
Фигурные чеканы имеют какой-либо орнамент на рабочей поверхности (завиток, лист, розетка, инициалы, цифры и т. п.) и применяются для ускорения процесса чеканки.
Кроме чеканов, в процессе чеканки могут использоваться и сечки – зубильца, заточенные с одной стороны, применяемые для просечки фрагментов в изделии.
При необходимости можно использовать чеканы из твердых пород дерева; они просты в изготовлении, не наклепывают металл во время чеканки и при работе издают меньше шума.
В зависимости от размера рисунка чеканки применяют чеканы разной величины: так, например, для мелкой ювелирной пластики используются чеканы из кованых стальных заготовок диаметром 3–4 мм, а для крупных работ – 15–20 мм и более.
В качестве ударного инструмента применяют специальные чеканочные молотки (рис. 1.2.35, п. 1 и фото 1.2.19), у которых боек имеет плоскую поверхность (квадратную или круглую в сечении), а задок – сферическую. Бойком наносят удары по чекану, а сферическим задком непосредственно выколачивают различные углубления.
Большое значение при работе имеет форма рукоятки. На основе многолетней практики определено, что наиболее удобна плоская, изогнутая, с утолщением на конце рукоятка, которая не утомляет руку и удобно лежит в ладони.
Для чеканки полых сосудов изнутри применяют так называемую трещотку, которая забивается одним концом в деревянную колоду или зажимается в тисках, а по другому при чеканке наносятся удары молотком. В старину работали на цельнокованой трещотке (рис. 1.2.36 а), мастер наносил удар по продольному стержню и в результате упругости рабочий конец трещотки наносил удар изнутри по стенке сосуда и выколачивал рельеф.
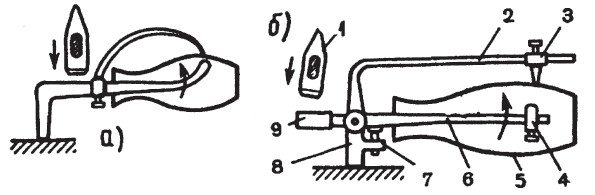
Рис. 1.2.36. Приспособления для чеканки изделий изнутри: а – с упругим, б – с шарнирным ударником.
В настоящее время используют шарнирную трещотку (рис. 1.2.36 б), состоящую из основания (п. 8), в котором установлено на шарнире коромысло (п. 6) с хвостовиком (п.9) и ударником (п. 4). Коромысло удерживается в горизонтальном состоянии упором (п. 7), а при ударе молотком (п. 1) по хвостовику ударник перемещается вверх и деформирует сосуд (п. 5) изнутри. Для определения места удара на верхней линейке (п. 2) установлен перемещающийся указатель (п. 3).
Основой для чеканки могут быть: мешки из плотной брезентовой ткани, наполненные песком, толстая листовая резина, листовой свинец, войлок и даже пластилин в виде плиты.
Для работы с большими поверхностями и глубокой вытяжки используют ящики со смесью на основе смолы, а для выравнивания фона и проведения мелких штриховых работ – стальные, чугунные, каменные или деревянные плиты.
Смоляную основу готовят следующим образом: смолу загружают в котел и с помощью электрического нагревателя растапливают (открытый огонь нежелателен, так как смола может загореться), затем добавляют наполнитель – мелкую сухую землю, формовочную смесь, золу и т. п. Для большей вязкости в смолу можно добавить 5–10 % воска, а для большей клейкости и прочности – канифоли. Готовую смесь переливают в ящик и выравнивают скребками.
Процесс чеканки начинают с насмолки подготовленного листа на поверхность смеси. Для этого поверхность смеси в ящике разогревается горелкой или паяльной лампой, сверху накладывается лист и плотно прижимается. Края листа (или уголки) можно предварительно отогнуть вниз, чтобы добиться более плотного прилипания всего листа.
На подготовленный лист наносят тонкий слой белил или меловой смеси, через копировальную бумагу переводят заготовленный рисунок и покрывают его для закрепления прозрачным нитролаком. Для большей надежности контур рисунка пробивается канфарником, а затем обводится расходником.
Следующая операция – выравнивание фона вокруг рисунка при помощи лощатников. Рисунок после этого начинает возвышаться над фоном и ясно определяется.
По мере нагартовки или упрочнения листа его необходимо отжигать, для чего его нагревают паяльной лампой и снимают (клещами) с ящика. В процессе нагрева листа сгорают остатки смолы, а металл листа отпускается и вновь приобретает вязкость и пластичность.
Выколотка – подъем рельефа – проводится с обратной стороны заготовки на резине или мешке с песком, для чего применяют различные чеканы (в зависимости от рисунка) или используют сферический конец чеканочного молотка. Отдельные участки рельефа для большей четкости выколачивают на деревянной доске или на листовом свинце. После выколотки рельефа и выравнивания фона лист снова отжигают, очищают и готовят к вторичной насмолке. Для этого предварительно всю полость рельефа заполняют расплавленной смесью и после ее затвердевания заготовку насмаливают на ящик. Если в процессе насмолки на лицевую поверхность попала смола, то ее легко снять тряпочкой, смоченной в керосине.
Окончательная проработка рельефа (с лицевой стороны) заключается в детальной прочеканке всех элементов общей композиции и отделке фактуры всех поверхностей путем сочетания гладких, шероховатых и штриховых чеканов.
Наиболее сложная работа – чеканка объемных форм на чашах, кубках, братинах, кумганах и других подобных предметах.
Если не удается поднять рельеф изнутри при помощи молотка и чеканов, то пользуются трещотками. Затем проводят отжиг, заливают сосуд смоляной смесью и начинают вести чеканку с лицевой стороны.
В процессе изготовления изделия может быть несколько пересмолок для чеканки как с внутренней стороны, так и с наружной. Образцами высокохудожественной чеканки могут служить изделия русских мастеров, которые демонстрируются в Оружейной палате, в Государственном историческом музее, а также во многих других музеях нашей страны.
Штамповка листовых художественных изделий – стадия в развитии чеканочных операций. Процесс штамповки может осуществляться при помощи твердых (металлических или каменных) штампов, твердой матрицы и эластичного пуансона, эластичной матрицы и твердого пуансона.
Штамповка эластичным инструментом – древнейшая технологическая операция. Первые штампованные изделия, по мнению археологов, появились в IV–VII вв. до н. э., когда скифы применили штампы для изготовления декоративных бляшек из серебра и золота для украшения одежды и конской сбруи.
Нижняя часть штампа (матрица) изготовлялась из камня или отливалась из меди либо ее сплавов, а верхняя (пуансон) – представляла собой свинцовый цилиндр, обтянутый железным кольцом, или пакет из кожи, т. е. эластичный пуансон.
Тонкий лист из золота, серебра, меди (рис. 1.2.37, п. 2) накладывался на матрицу (рис. 1.2.37, п. 1), и на него устанавливался эластичный пуансон (рис. 1.2.37, п. 3), по которому наносился сильный удар молотом. В результате эластичный пуансон деформировался и выдавливал рисунок на заготовке. Изделие снималось, укладывалась другая листовая заготовка, и процесс повторялся. Так на одном комплекте инструмента можно было получить несколько сотен одинаковых бляшек. Большое число скифских штампованных золотых бляшек хранится в золотом фонде Эрмитажа.
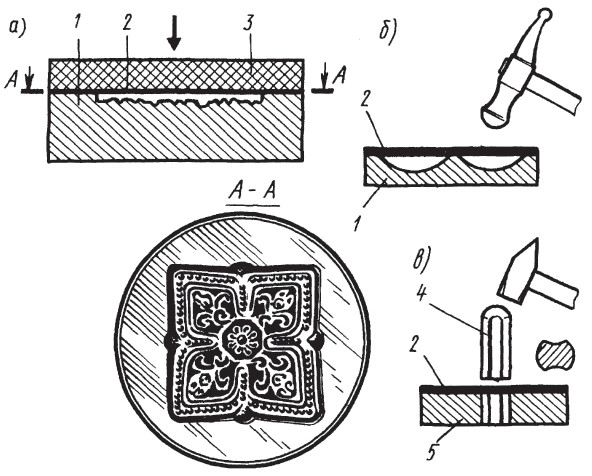
Рис. 1.2.37. Листовая штамповка: а – с эластичной прокладкой; б – с металлическим штампом; в – пробивка специальным пуансоном.
Штамповка-вытяжка могла производиться и с использованием только одной матрицы (рис. 1.2.37 б). На нее накладывался лист металла и при помощи молотка происходило деформирование заготовки. Штамповка-пробивка (рис. 1.2.37 в) в заготовке осуществлялась при ударе молотом по пуансону с использованием матрицы (рис. 1.2.37, п. 5).
Академик Б. А. Рыбаков в книге «Ремесло Древней Руси» отмечает, что штамповка широко применялась в Киевской Руси в IX–XI вв. В фондах Казанского краеведческого музея хранится большое число блях, изготовленных волжскими болгарами в XII–XIV вв.
На территории Древней Руси матрицы для штамповки золотых и серебряных бляшек найдены в Райковецком городище, Княжьей Горе, Сахновке и в Суздальской земле.
Разновидность штамповки с эластичным инструментом – басменное тиснение, которое было известно еще в домонгольский период и широко применялось наряду с чеканкой в Новгороде Великом. Наивысшего расцвета техника басмы достигла в конце XVI – начале XVII в.
Для тиснения басмы делают металлические, каменные или деревянные доски (матрицы) с рельефом на одной стороне высотой 1–3 мм. Металлические матрицы изготовляют методом литья из медных сплавов, а затем рельеф тщательно обрабатывают различными чеканами и резцами. Толщина матричных досок обычно составляет 10–12 мм. На деревянных и каменных матричных досках рельеф получают резьбой с помощью различных зубильцев, штихелей, боров, сверл и шлифовальных кругов. Затем рельеф тщательно обрабатывают шлифовальной шкуркой и полируют.
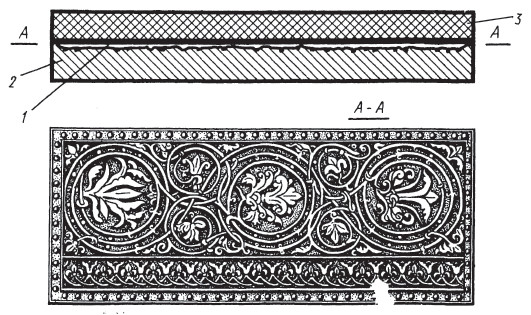
Рис. 1.2.38. Басменное тиснение.
Процесс тиснения басмы заключается в следующем: на матрицу (рис. 1.2.38, п. 2) накладывают лист из меди, серебра или золота толщиной 0,2–0,5 мм (рис. 1.2.38, п. 1), сверху кладут лист свинца или листовую резину (рис. 1.2.38, п. 3) и наносят удары деревянным молотком. После тиснения заготовку с рельефом снимают и тонкими чеканами дорабатывают рельеф, подправляют углы, образуют и подготовляют к дальнейшей сборке. В древнерусском искусстве басмой украшали переплеты книг, отделывали сундучки и ларцы.
Ковка художественная изделий. По археологическим данным, первыми коваными изделиями из самородных цветных металлов, относящимися к VIII тысячелетию до н. э., были различные украшения – бусы, кольца, браслеты.
Первыми изделиями из железа были также женские украшения, и ценились они дороже золота. Образцы этих изделий найдены при раскопках древних захоронений на территориях Египта, Сирии и Ирана.
Мастера художественной ковки не только отлично знали технологию ковки, но и обладали большим художественным вкусом. Созданные ими ограды и решетки не терялись на любом фоне, были выразительны в любом архитектурном окружении и производили впечатление вблизи и на расстоянии. Красота этих решеток заключалась в соразмерном сочетании художественных элементов и их ритмичности.
В Московской Руси в XVII в. в силу высокой стоимости металла железные кованые решетки имели очень ограниченное применение. В это время была изготовлена «Золотая решетка» для Кремлевских палат, которая состояла из повторяющихся в каждом квадрате спиралей с различными завитками.
Наибольшего расцвета в России техника художественной ковки достигает в XVIII – начале XIX в., в период небывалых по размаху градостроительных и усадебных работ. Вначале XVIII в. в архитектуре господствуют строгие формы, а начиная с 1730–1750-х гг. – стиль русское барокко. Рисунок решеток богато насыщен декоративными элементами с различными завитками и спиралями.
К этому периоду относятся знаменитые на весь мир кованые решетки Санкт-Петербурга, над которыми работали такие великие зодчие, как Растрелли, Фельтен, Ринальди, Кваренги, Воронихин, Росси, Стасов и др. Мы можем восхищаться красотой и величайшим мастерством русских кузнецов-художников по дошедшим до нас таким выдающимся произведениям, как парадные ворота Екатерининского дворца в Царском Селе и ворота Летнего сада, ограды Мраморного и Воронцовского дворцов, ворота Зимнего и Шереметевского дворцов и Смольного собора.
Тульские кузнецы-оружейники отковали решетку Летнего сада и выполняли заказы для Царского Села. Решетки и парадные ворота Екатерининского дворца были собраны из сотен деталей. Каждая деталь расписана тончайшим узором, на бронзовых вставках выгравированы стилизованные веточки и розетки различных очертаний. Все они играют, переливаются золотом чеканки.
Узоры из кованого металла украшают архитектурные ансамбли, фасады и интерьеры зданий в Москве. Парадная ограда Парка культуры и отдыха им. М. Горького была установлена в середине прошлого века (фото 1.2.20).
Решетки балконов, перила лестниц и мостиков, ажурные фонарные столбы с вазами и коваными цветами украшают второй этаж центральной линии ГУМа.
Среди наружных украшений зданий и шатровых башен большое место занимают кованые флюгера и навершия. Шатер Царской башни Московского Кремля венчает кованый позолоченный куст со стилизованными птицами (фото 1.2.21), аналогичное навершие было установлено и на Варварской башне Китайгородской стены (сейчас оно находится в экспозиции Государственного Исторического музея).
На верхушках шатровых башенок храма Василия Блаженного установлены позолоченные навершия в виде стилизованных елочек, а на ряде башен Московского Кремля вращаются золоченые флажки – прапоры.
Замечательные коллекции светцов представлены в собраниях Исторического музея, Музея декоративно-прикладного искусства Москвы, Русского музея в Санкт-Петербурге. Они рассказывают о различных направлениях и вкусах русских кузнецов XVII–XIX вв. (рис. 1.2.39).
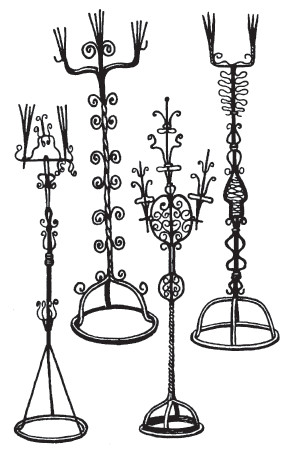
Рис. 1.2.39. Старинные светцы.
В Государственном Историческом музее собрана богатая коллекция кованых изделий, начиная с различных предметов сельского быта и кончая высокохудожественными произведениями XVII–XVIII вв. Мы видим оконную решетку с ячеистым рисунком, характерным для решеток, дверей и окон церквей, монастырей и каменных домов XVII–XVIII вв. Рядом с легкой и ажурной решеткой кованая дверь кажется массивной и тяжелой (рис. 1.2.40), собрана она из квадратных железных листов-досок, стыки закрыты железными полосами с насечкой и гравировкой и крепятся гранеными «городчатыми» гвоздями. Перекрестья полос прикрыты крупными цветами со стрелкой. Такие кованые двери служили одновременно защитой и украшением здания. Дубовые двери украшались при помощи петель-жиковин, дверных ручек и секирных замков с прорезными узорами, под которые подкладывалась слюда на алом или зеленом фоне.

Рис. 1.2.40. Кованая дверь.
Примеры изготовления художественных изделий ковкой. Кованый металл требует лаконичного и законченного рисунка, поэтому перед тем, как начать что-либо ковать, необходимо тщательно отработать рисунок изделия или даже вылепить изделие из пластилина. После этого надо изготовить шаблоны всех элементов из проволоки и можно начинать ковать отдельные элементы. Кронштейны, на которых подвешивались люстры и паникадила, выполнялись в виде спиралеобразных веточек с листочками и цветами (рис. 1.2.41 а, б, г). Часто в кованом рисунке встречаются фрагменты, характерные для вышивки, керамики или резьбы по дереву: различные коньки, уточки или птица, клюющая ягоду. Необходимо отметить, что даже цепи для подвешивания люстр несли элемент декоративности. На рис. 1.2.41 в показано завершающее звено цепи – фигурный S-образный элемент, поддерживающий птицу.

Рис. 1.2.41. Кронштейны и подвесы.
Для изготовления цветов и розеток надо раскроить, а затем вырезать из металлического листа заданную форму (рис. 1.2.42 а, верхний ряд). После этого края листьев несколько оттягивают (делают тоньше), с помощью зубильца и оправок делают насечку и придают поверхности волнистость, пробивают центральное отверстие и собирают их на стержне. Однослойные розетки вырезают или вырубают из листа, но можно делать их на штампе (как указывалось выше) или на специальных оправках. Затем высаживаем заготовку у кончика стержня (рис. 1.2.42 а, п. 1) и насаживаем на него один или несколько слоев розеток, надеваем шайбу и расклепываем кончик стержня (рис. 1.2.42 а, п. 2). Последняя операция – формовка листочков розетки. Аналогично идет изготовление и сборка двух-, трех– и четырехслойных цветов (рис. 1.2.42 б–г).
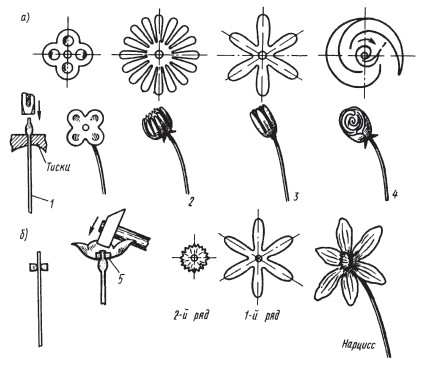
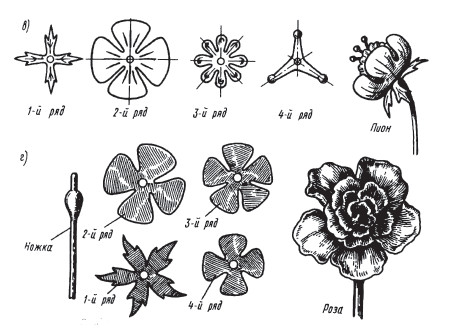
Рис. 1.2.42. Технология изготовления сборных цветов.
Акантовые листья и завитки изготовляют по аналогичной технологии: делается развертка изделия (рис. 1.2.43, п. 1–3) и вырезается по контуру. Затем с помощью специальных молотков (рис. 1.2.43, п. 6) и оправок (рис. 1.2.43, п. 4), установленных в тисках (рис. 1.2.43, п. 5), ей придается заданная форма (рис. 1.2.43, п. 8, 9). Соединяют эти листья с основным стержнем при помощи заклепок или болтов.
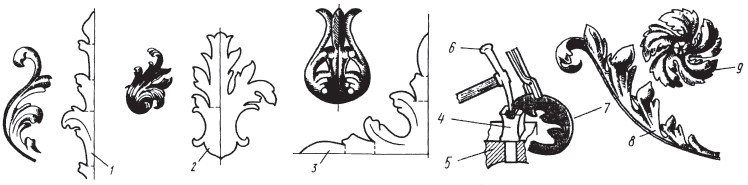
Рис. 1.2.43. Виды акантов и технология изготовления акантовых завитков.
Оформление цельнокованых цветов требует высокой кузнечной квалификации и большого опыта. Вначале от заготовки (рис. 1.2.44, п. 1) диаметром 50–60 мм оттягивают тонкий конец – клещевину (рис. 1.2.44, п. 2) диаметром 12–14 мм (за нее заготовку держат клещами), после чего на цилиндрической части большого диаметра делают кольцевые прорубки (рис. 1.2.44, п. 3), а затем осаживают верхнюю часть (рис. 1.2.44, п. 4), в результате чего происходит уменьшение толщины пластин и увеличение их поверхности. После этого последовательно, начиная с верхнего круга, вырубают контур цветка (рис. 1.2.44, п. 6), проковывают лепестки и сгибают их по заданной форме (рис. 1.2.44, п. 5). Затем приступают к проработке следующего ряда лепестков. Окончательной формовкой лепестков получают бутон розы (рис. 1.2.44, п. 7).
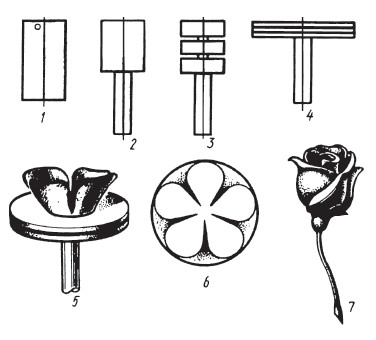
Рис. 1.2.44. Технология изготовления цельнокованой розы.
Наибольшую выдумку и фантазию проявили мастера при ковке светцов – первых осветительных приборов. Простые светцы обычно делали из старых подков: оттягивали, т. е. заостряли, концы ветвей подковы и забивали в деревянную стену. В эту скобу вставляли лучины. Более красивыми были светцы, выкованные в виде небольших веточек с завитками и закрученным вдоль оси стержнем, которые вбивались в стену или в специальную подставку (рис. 1.2.45). Часто подставки светцов выполнялись как одно целое с корытцем, в которое наливалась вода для тушения огарков. Позднее деревянные стойки делали резными, в виде башен, и в их навершие вбивались металлические светцы.
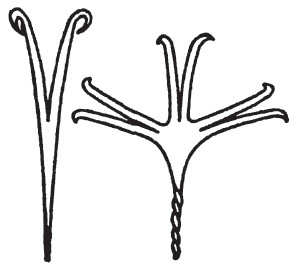
Рис. 1.2.45. Втычные светцы.
Цельнокованые металлические светцы начинают широко входить в быт с конца XVIII в., в период интенсивного развития железоделательной промышленности в России. Эти светцы были изящнее своих предшественников, выглядели более легкими и нарядными. При ковке светцов использовались многие технологические приемы, начиная с гибки и кончая кузнечной сваркой. Центральный, основной стержень имел обычно осевую скрутку, снизу он разрубался на три или четыре части, которые отгибались, а затем крепились заклепками к массивному кольцу – основанию. Кроме того, стержень часто украшался различными завитками, или змейками, которые приклепывались к нему. Основное внимание кузнецы уделяли навершию, или «голове», светца, т. е. верхней части, в которую вставлялись лучины. Сами расщелины выполнялись в виде завитков, лучей с шишечками или с сережками, которые при легком сотрясении качались, звеня и поблескивая, в свете лучины.
Постепенно восковые свечи вытесняют лучину и светцы превращаются в подсвечники, которые устанавливаются на столы или на пол, подвешиваются на стены и потолки. Основными декоративными элементами подсвечников остаются завитки, витые стержни, различные спирали, стилизованные цветы и розетки (рис. 1.2.46). Стаканчики для свечей изготовляли путем сворачивания листовой заготовки во втулку. По аналогичной технологии был изготовлен современный подсвечник «Лилия» (фото 1.2.22).
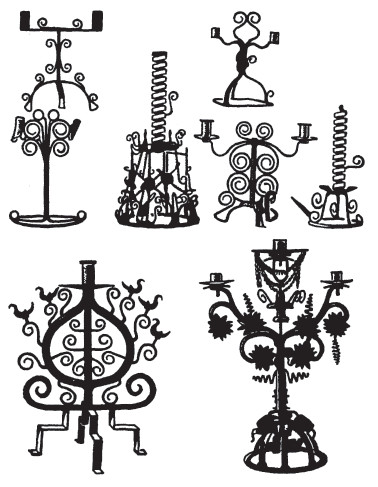
Рис. 1.2.46. Старинные подсвечники.
Для изготовления двухрожкового подсвечника (рис. 1.2.47) необходимо изготовить три гнутых завитка (п. 4) для основания, две волюты для свечей (п. 2), три тарелочки (п. 1), отковать и скрутить центральный стержень (п. 3). Тарелочки делают из листового материала путем вырубки и вытяжки. Собирают все детали подсвечника при помощи сварки или затягивают хомутами.
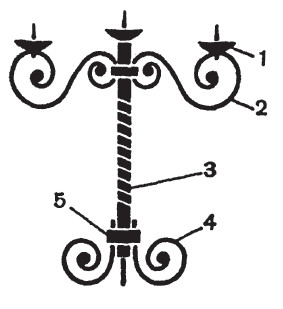
Рис. 1.2.47. Изготовление двухрожкового подсвечника.
Многие кованые изделия можно декорировать стилизованными шишками из витого металла. Изготовляют такую шишку следующим образом. Вначале оттягивают конец прутка на «длинный конус» (рис. 1.2.48 а), зажимают его кончик в тисках (рис. 1.2.48 б, верхний рисунок) и сворачивают его в спираль (рис. 1.2.48 б, нижний рисунок). После этого зажимают в тисках второй конец (рис. 1.2.48 г) и сворачивают вторую спираль (рис. 1.2.48 в). Затем две спирали совмещают (рис. 1.2.48 д). После очередного нагрева эти спирали растягиваются на определенную длину при помощи клещей и отвертки. Окончательная отделка шишки проводится ручником на наковальне.
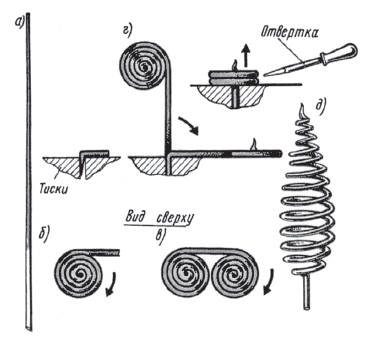
Рис. 1.2.48. Изготовление витой шишки.
Очень красиво смотрится вещь, когда центральный стержень имеет фонарик. Полоса (рис. 1.2.49 а, п. 1) или квадратный пруток (рис. 1.2.49 б) разрубается вдоль на два (рис. 1.2.49, п. 2) или четыре элемента, затем их ветви несколько разводят (рис. 1.2.49 а, п. 3, б, п. 5) и скручивают (рис. 1.2.49 г). Можно вместо разрубки сварить четыре элемента (рис. 1.2.49 в), а затем, несколько разведя их, скрутить (рис. 1.2.49 а, п. 4).
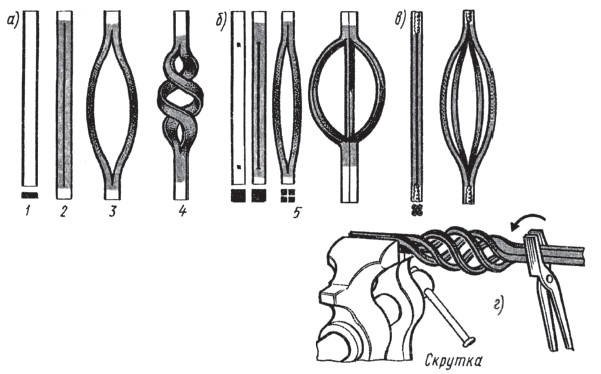
Рис. 1.2.49. Изготовление фонариков.
Оригинальные подсвечники из заготовок небольшого диаметра делают кузнецы А. Малышев из Соликамска (фото 1.2.23) и О. Воробьев из Белоруссии (фото 1.2.24). Рассмотрите необычные конструкции подсвечников кузнецов-художников из Павловского Посада (Р. Табадзе, фото 1.2.25, 1.2.26), Суздаля (А. Винниченко, фото 1.2.27), Ульяновска (А. Романов, фото 1.2.28), Львова (фото 1.2.29) и Москвы (фото 1.2.30).
Настольная композиция «Серебряное копытце» (фото 1.2.31) выкована из титановых сплавов кузнецом-художником С. Тушиным в кузнице Верхнесалдинского металлургического завода. Выковать из одного куска титана такую фигурку оленя – дело очень сложное. После нагрева заготовку разрубают на части, затем выковывают ноги, голову и тонкие ветвистые рога. Для изготовления оленя полностью, как рассказывал автор, необходимо больше 20 нагревов.
Следует отметить, что кузнецы большое внимание уделяли красоте ворот или наружных дверей. Их старались украсить как можно лучше, так как считалось, что ворота или дверь – «лицо» дома. Основу кованых дверей составляли толстые кованые склепанные полосы, закрытые досками – листовым материалом.
Перекрестия полос для красоты закрывались стилизованными цветами или розетками. В некоторых случаях все накладные элементы на дверях гравировали или украшали орнаментом. Жиковины (рис. 1.2.50 а), ручки-стукала (рис. 1.2.50 б), замки и личинки с декоративными элементами украшали ворота и двери и, следовательно, весь дом. Детали между собой скреплялись заклепками с гранеными шляпками. Стыки и перекрестия закрывали красивыми розетками, коваными цветами и различными завитками. На массивных металлических или дубовых дверях основную декоративную нагрузку несли ручки-стукала. Они имели вид кольца из гладкого или витого металла с бусиной внизу. Под бусину ставилась круглая пластина – подстукальник, а под верхнюю петлю часто подкладывали пластинку из просечного железа. Эти массивные красивые рукоятки использовали для стучания в дверь, поэтому их в старину и называли стукалами. Замочная скважина под рукояткой обычно закрывалась личинкой (рис. 1.2.50 б, нижний ряд, слева) из просечного или орнаментированного листового металла.
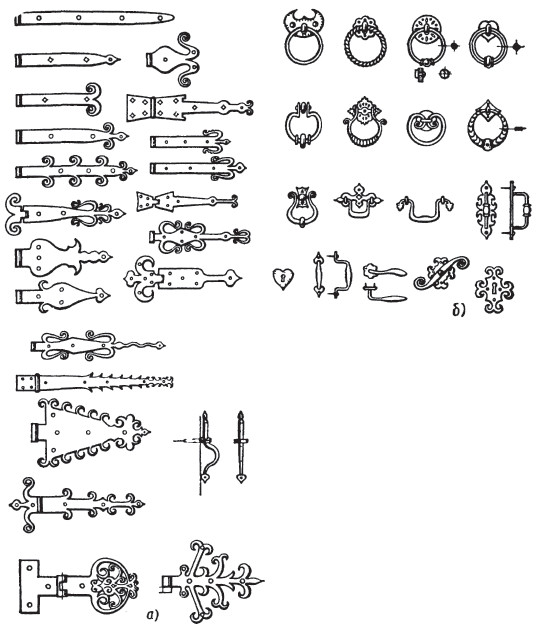
Рис. 1.2.50. Дверные приборы: а – жиковины; б – ручки-стукала.
Внутренние или накладные замки (рис. 1.2.51), кроме выполнения функционального назначения, еще и украшали двери и ворота. Металлический лист, или основа, на которой крепились рабочие элементы замка, имел красивую форму, пружины представляли собой завитки и спирали различных размеров. Многие накладки, в том числе и личинка, имели красивые формы с просечным орнаментом. Большое мастерство проявляли кузнецы при изготовлении ключей. Язычок ключа прорезался различными пазами и отверстиями, а стержень имел различные утолщения и гравировку, но наибольшей декоративностью отличалась головка.
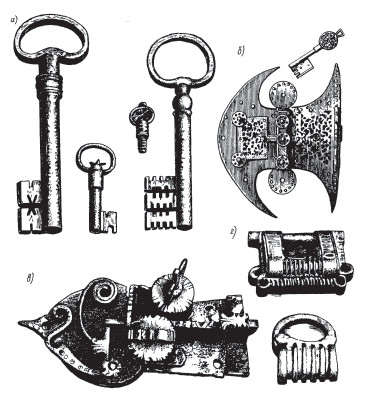
Рис. 1.2.51. Ключи (а) и замки: б – секирный замок; в – врезной замок; г – подвесные замки.
Вместо обычных петель двери навешивались при помощи уникальных жиковин разнообразной формы и рисунка (например, с просечным рисунком, рис. 1.2.52 а) в зависимости от фантазии и квалификации кузнеца. Оси подставов (рис. 1.2.52 б) также несли декоративные элементы: навершие оси выковывалось в виде шишечки или пламени свечи, а опорный нижний конец стержня расковывался в фигурную лапку, в которой пробивалось отверстие для гвоздя. В большинстве случаев жиковины заканчивались украшениями – «червонками» (рис. 1.2.52 в). Очень часто поверхность жиковин украшалась насечным орнаментом.
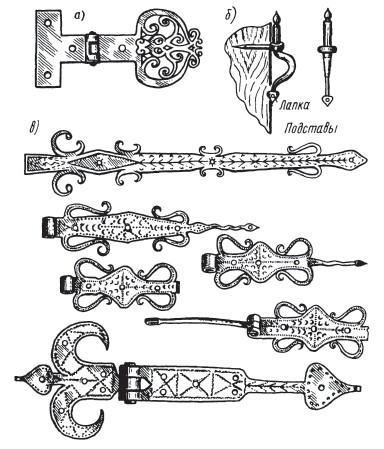
Рис. 1.2.52. Художественная отделка жиковин.
Большую декоративность придают кованые гвозди, болты и заклепки. На рис. 1.2.53 показано, как изготовляются головки гвоздей и болтов. Вначале осуществляют высадку (рис. 1.2.53 а), а затем в гвоздильне производят осадку (рис. 1.2.53 б). Для получения декоративной головки ее формуют при помощи шляпного молота (рис. 1.2.53 в: п. 1 – предварительная высадка; п. 2 – обработка сферическим шляпным молотком; п. 3 – обработка ребристым шляпным молотком). Можно головку разрубить на четыре части (рис. 1.2.53 г, п. 4, 5), а затем оттянуть «отщепы» на острие и сформировать из них бутон (рис. 1.2.53 г, п. 6). Используя кузнечный инструмент и свою богатую фантазию, можно создать целый мир оригинальных гвоздевых шляпок (рис. 1.2.53 д). При изготовлении болтов с оригинальными шляпками (рис. 1.2.53 е) необходимо стремиться, чтобы головки по форме совпадали с гайками. Для большей красоты под головки и гайки можно подкладывать красивые розетки (рис. 1.2.53 ж), которые изготовляются из листового металла.
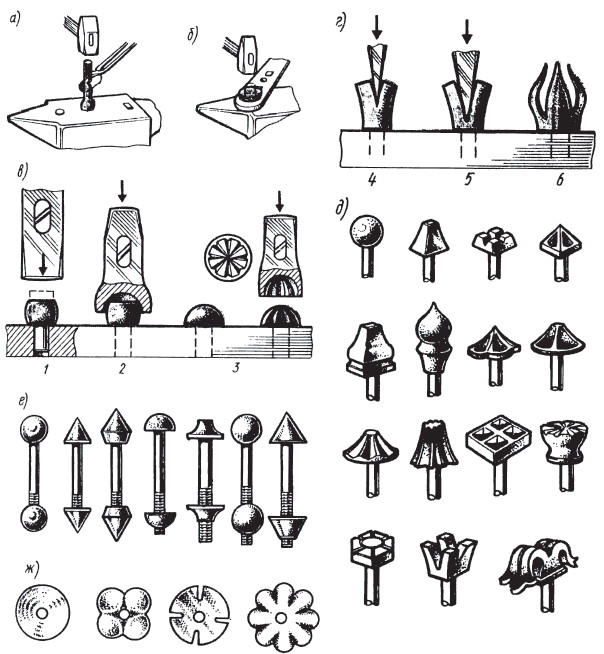
Рис. 1.2.53. Декоративные шляпки гвоздей и болтов.
Кузнечным орнаментом оформлялись и предметы быта. Так, например, основа сечки выковывалась из толстого листового материала и имела круглую или эллипсоидальную форму режущей части и втулку для ручки. Верхняя часть сечки оформлялась завитками или спиралями (рис. 1.2.54), а наиболее нарядные – узором, состоящим из завитков, уменьшающихся по мере подъема вдоль втулки. Фигурные деревянные ручки таких сечек изготовлялись из твердых пород дерева.
Рис. 1.2.54. Старинные сечки.
Как отмечалось выше, практически все кованые предметы имели орнаментацию, поэтому необходимо сказать несколько слов о кузнечных орнаментах. Кузнец, в отличие от чеканщика или гравировщика, располагает значительно меньшим набором инструмента для орнаментации изделий. Он в основном пользуется своим рабочим инструментом: ручником, гладилками, обжимками, зубилами, пробойниками, а также некоторыми инструментами чеканщика и слесаря. Орнамент может наноситься как на горячую заготовку – это набивка (рис. 1.2.55 а), так и на холодную – это насечка (рис. 1.2.55 б). В первом случае орнамент получается объемный, глубокий; во втором – плоскостный.
Рис. 1.2.55. Примеры набивки (а) и насечки (б).
Штриховой орнамент или рисунок – насечку наносят на холодное изделие кузнечным зубилом: для насечки прямых линий пользуются зубилом с прямолинейным лезвием, а для кривых линий – зубилом с криволинейной режущей кромкой. При этом если режущая кромка зубила несколько притуплена, то линии будут иметь более мягкие очертания. Для окружностей разных размеров применяют специальный инструмент типа трубочки. Сочетая работу зубилами, имеющими различную кривизну лезвия, можно создавать довольно сложные и красивые орнаменты типа цветов, розеток, кружков, волют и т. п. В ряде случаев насечку наносят на элементы изделия и в процессе ковки: отковывают листочек, затем на его поверхности насекают зубилом различные прожилки и только после этого придают листу натуральную изогнутую форму. Если же насечку необходимо нанести на уже готовое объемное изделие, то следует применять специальные оправки, чтобы не изменить заданную форму.
Различные точки, углубления (круглые, квадратные, пирамидальные) наносят на откованную поверхность пробойником со специально заточенной поверхностью рабочей части. Кроме этих инструментов, кузнецы при орнаментации применяют различные чеканы, пуансоны и другие мелкие инструменты в зависимости от наносимого рисунка.
Набивка – нанесение на горячую поверхность углублений, канавок различных геометрических форм. Кузнецы при набивке обычно используют подкладной инструмент: гладилки, протяжки, пробойники, притупленные зубила.
Гладилки дают возможность получить местные треугольные углубления; протяжки – волнистую поверхность; пробойники с различным сечением рабочей части – круглые, квадратные и прямоугольные углубления и декоративные отверстия. С помощью притупленных зубил можно наносить различные бороздки и углубления.
Кроме этого, при орнаментации изделий можно пользоваться и специальным инструментом: пуансонами, чеканами, молотками со специальными рабочими поверхностями – бучарами.
Рис. 1.2.56. Образцы кузнечной огранки.
При помощи ручника кузнец на подготовленную горячую поверхность изделия наносит огранку (рис. 1.2.56), т. е. специальные грани, которые при различном освещении играют и повышают общую декоративность изделия. Эти грани могут наноситься как бойком, так и задком молотка.

Данный текст является ознакомительным фрагментом.