Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка (ЭЛС)
Электронно-лучевая сварка основана на использовании энергии, высвобождаемой при торможении потока ускоренных электронов в свариваемых материалах.
Преобразование кинетической энергии электронов в тепловую энергию характеризуется высоким к.п.д. При электронно-лучевой сварке в качестве источника нагрева используется поток электронов, движущихся в высоком вакууме. Для сварки необходимо получить свободные электроны, сконцентрировать их и сообщить им скорость с целью увеличения энергии. Электронный луч, используемый для нагрева металла при сварке, создается в специальном приборе – электронной пушке.
Электронная пушка (рис. 7, 8) представляет собой устройство, с помощью которого получают электронные пучки с малым диаметром пятна и высокой плотностью энергии в нем. Пушка имеет катод (1), который нагревается до рабочей температуры с помощью нагревателя. Катод размещен внутри прикатодного электрода (2). На некотором расстоянии от катода находится ускоряющий электрод (3) с отверстием – анод. Прикатодный и ускоряющий электроды имеют форму, обеспечивающую такое строение электрического поля между ними, которое фокусирует электроны в пучок диаметром dkp, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего электрода может достигать нескольких десятков киловольт, поэтому электроны, эмитированные катодом, на пути к аноду приобретают значительную скорость и энергию.
После ускоряющего электрода электроны движутся равномерно. Электроны имеют одинаковый заряд, поэтому они отталкиваются друг от друга. Вследствие этого диаметр пучка увеличивается, а плотность энергии в пучке уменьшается.
Для увеличения плотности энергии в пучке после выхода электронов из анода их фокусируют магнитным полем в специальной магнитной линзе (4). Сфокусированный поток электронов, попадая на поверхность свариваемых кромок, тормозится. При этом кинетическая энергия превращается в теплоту, идущую на разогрев металла (6) при сварке. Для перемещения луча по поверхности свариваемого изделия на пути электронов помещают магнитную отклоняющую систему (5), позволяющую устанавливать электронный луч точно по линии стыка свариваемых кромок.
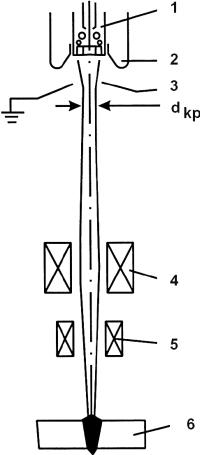
Рис. 7.
Схема устройства формирования электронного луча
Для обеспечения свободного движения электронов от катода к аноду и далее к изделию, для предотвращения «отравления» катода, а также для устранения возможности возникновения дугового разряда между электродами в камере электронно-лучевой установки создается высокий вакуум – примерно 10–4 мм рт. ст.
Движение электронов в вакууме не сопровождается световыми эффектами, и потому луч не виден, но место воздействия луча на свариваемый материал можно наблюдать по свечению металла за счет его разогрева.
Электронно-лучевая сварка позволяет сваривать тугоплавкие металлы, которые обычными методами не свариваются, например вольфрам, молибден, ниобий, тантал.
Высокая концентрация теплоты в пятне фокуса позволяет сверлить лучом такие материалы, как сапфир, рубин, алмаз, стекло.
Незначительная ширина зоны теплового воздействия дает возможность резко уменьшить деформацию заготовок. Кроме того, за счет вакуума в камере обеспечиваются зеркальная поверхность соединения и дегазация расплавленного металла.
Малый объем литого металла и кратковременность теплового воздействия обеспечивают незначительные термические деформации свариваемых деталей, что позволяет выполнять сварные швы вблизи металлокерамических и металлостеклянных спаев, чувствительных к термоударам.

Рис. 8.
Конструкция современной сварочной электронно-лучевой пушки:
1 – катод; 2 – управляющий электрод;
3 – анод; 4 – изолятор;
5 – фокусирующая линза.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Запоминающий электронно-лучевой прибор
Запоминающий электронно-лучевой прибор Запоминающий электронно-лучевой прибор – это электровакуумный электронный прибор, который предназначен для преобразования информации. Информация подается по электронно-лучевому прибору в виде световых или электрических
Электронно-световой индикатор
Электронно-световой индикатор Электронно-световой индикатор – это комбинированная электронная лампа. В баллоне электронно-светового индикатора совмещаются индикаторное устройство и усилительная лампа. В индикаторном устройстве содержатся электроды и
Электронно-лучевые пушки можно разделить на типы:
Электронно-лучевые пушки можно разделить на типы: • низковольтные пушки с ускорением электронов до энергии 20–30 кэВ;• с промежуточным ускоряющим напряжением – 30–100 кэВ;• высоковольтные пушки с энергией ускорения 100–200
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Проблемы перехода к электронно-денежному обществу
Проблемы перехода к электронно-денежному обществу Итак, мы описали некоторые черты общества на основе электронных денег. Как легко заметить, это общество коренным образом отличается от существующего. Фактически речь идет о смене цивилизации, о новой фазе в развитии
radius, i m – лучевая кость
radius, i m – лучевая кость Примерное произношение: рАдиус.Z: Я неделю сам не свой: Мозг не отвечает. КОСТЬ назвали ЛУЧЕВОЙ, А не излучает. И без РАДИУСА круг В жизни не встречается. А тут – РАДИУС без круга! Что же получается?! Физик в ступоре сидит, Геометр – в