Холодная шовная сварка
Холодная шовная сварка
Для холодной шовной сварки применяют специальные ролики. При этом способе сварки металл деформируется вдавливанием в него рабочих выступов вращающихся роликов (рис 20). Для сварки прямых листов непрерывные швы непригодны, т. к. уменьшают сечение деталей и по этой линии может происходить излом. Поэтому такой способ используют для сварки кольцевых и продольных швов в замкнутых контурах.
Для различных металлов и их сплавов разработаны технологические приемы холодной шовной сварки. Например, для алюминия и его мягких сплавов рекомендованы следующие параметры:
• диаметр роликов – 50 S;
• ширина рабочего выступа ролика – (1–5) S;
• высота рабочего выступа ролика (0,8–0,9) S,
где S – толщина свариваемых деталей.
Для сварки алюминия и мягких сплавов толщиной 2+1,5 мм усилие, прилагаемое к роликам в рабочем режиме, равно 1,8 тс. Используют два типа шовной сварки:
• с односторонним деформированием металла;
• с двухсторонним деформированием металла.
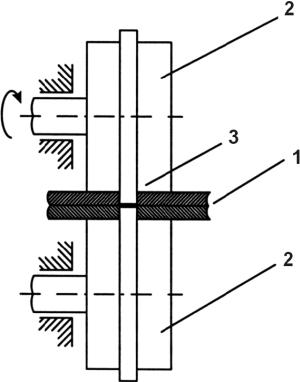
Рис. 20.
Схема холодной шовной сварки:
1 – свариваемые детали; 2 – ролики;
3 – рабочие выступы роликов
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Холодная война
Холодная война Холодная война – этап в развитии международных отношений (1945–1991 гг.), характеризующийся противостоянием СССР и США, а также их союзниками в военно-политической, экономической и идеологической сферах.1945 г. – 10-летняя программа военного судостроения.1945 г.,
Холодная сварка
Холодная сварка Холодную сварку выполняют без нагрева, при нормальных или пониженных температурах. Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают окисную пленку на свариваемых поверхностях и сближают свариваемые
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Холодная сварка встык
Холодная сварка встык При этом способе сварки соединяемые детали закрепляют в специальных зажимах, расположенных соосно, а торцы свободных, выпущенных из зажимов концов деталей, примыкают один к другому. При осевой осадке выпущенные концы пластически деформируются, и в
Шовная (роликовая) контактная электросварка
Шовная (роликовая) контактная электросварка Шовная (роликовая) сварка – разновидность контактной сварки, при которой заготовки соединяют прочно-плотным сварным швом, состоящим из ряда точек, перекрывающих друг друга. Электроды имеют вид роликов (дисков) диаметром – 400
Холодная война
Холодная война Секреты атомной бомбы в коробке с прокладками Вскоре после начала войны американцы начали работу над созданием атомной бомбы. Административным руководителем "Проекта Манхэттен" стал генерал Лесли Ричард Гровс, в задачи которого входило, между прочим,
Холодная война
Холодная война С английского: Cold war.Впервые встречается в речи американского политика Бернарда Бару-ха (1870—1965). «Сегодня мы находимся в состоянии холодной войны», — заявил Барух в законодательном собрании Южной Каролины 16 апреля 1947 г. Оборот «холодная война» предложил