Электроконтактная сварка
Электроконтактная сварка
Электроконтактная сварка является одним из самых распространенных видов сварки металлов давлением. Электроконтактная сварка относится к видам сварки с кратковременным нагревом места соединения деталей без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение. В процессе этой деформации происходит удаление окислов из зоны сварки, устранение раковин и местное уплотнение металла.
Способ электроконтактной сварки изобрел русский инженер Н. Н. Бенардос, который в 1885 году получил патент на способ точечной электросварки клещами с угольными электродами. Позднее этот способ усовершенствовали заменой угольных электродов на медные, и появились новые способы сварки: роликовая, стыковая, рельефная и т. д.
Место соединения разогревается проходящим по металлу электрическим током, при этом максимальное количество теплоты выделяется в месте сварочного контакта. Количество теплоты, выделяемой в зоне сварки, определяют по формуле Джоуля-Ленца (Q = I2 ? R ? t):
Q = 0,24 ? I2 ? R ?t.
где Q – количество тепла (кал.);
I – сила тока сварки (А);
R – полное сопротивление зоны сварки (Ом);
t – время протекания тока сварки (с).
Q = I2 ? R ?t,
где Q – количество теплоты (Дж),
остальные параметры по формуле 3.1.
Основное влияние на нагрев оказывает сила сварочного тока. Например, при данном количестве необходимой теплоты, расходуемой за один сварочный цикл, увеличение силы тока в два раза приведет к уменьшению времени сварки более чем в четыре раза.
Полное сопротивление сварочного контура состоит из электросопротивлений выступающих концов заготовки L, свариваемых заготовок Rзаг, сварочного контакта Rк и электросопротивления между электродами и заготовками Rэл (рис. 28 а)
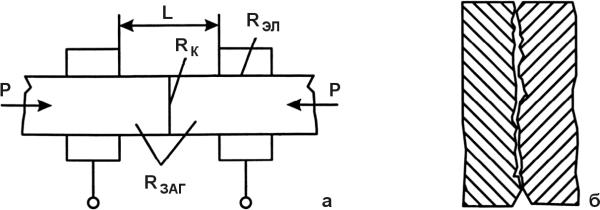
Рис. 28.
Схема электроконтактной сварки (а), схема контакта заготовки (б)
Полное сопротивление сварочного контура равно:
R = Rзаг + Rк + Rэл
Сопротивление сварочного контакта зависит от таких факторов, как чистота поверхностей деталей в месте сварки, наличие окисных пленок металла, сила сжатия заготовок. Например, при сварке неочищенных заготовок сопротивление в месте контакта изменяется в весьма широких пределах. Это приводит к изменению температуры нагрева, стабильности прочностных показателей, браку и износу электродов.
При нагреве в месте контакта сопротивление металла возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и резко ускоряется процесс сварки. Применяя для контактной сварки токи больших величин, удается производить сварку за десятые и сотые доли секунды.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Сварка и соединения
Сварка и соединения Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой диаметром 0,8–1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием.Соединение оцинкованных стальных деталей следует выполнять при