Обслуживание сварочного оборудования
Обслуживание сварочного оборудования
Для обеспечения бесперебойной и длительной работы сварочного оборудования, своевременного устранения мелких неисправностей при его эксплуатации надо проводить контрольно-профилактические работы, которые подразделяются на: 1) ежедневные; 2) ежемесячные; 3) полугодовые; 4) годовые.
Контрольно-профилактические работы должны производиться периодически.
Так, при ежедневном обслуживании необходимо:
1. Перед началом работы осмотреть сварочное оборудование для выявления случайных повреждений отдельных наружных частей.
2. Проверить заземление источника питания.
3. Проверить надежность подключения сварочных проводов к зажимам источника питания и свариваемому изделию.
4. После пуска проверить направление вращения вентилятора, иначе говоря, правильность направления потока охлаждающего воздуха.
Ежемесячно нужно:
1. Очистить сварочное оборудование от пыли и грязи, продувая источник питания сжатым воздухом, а в доступных местах протирая ветошью.
2. Проверить состояние электрических проводов, механических контактов и паек и в случае необходимости обеспечить надежный электрический контакт.
3. Проверить надежность всех винтовых соединений.
4. Проверить затяжку крепления силовых катушек.
5. Очистить пускатель от пыли и загрязнений, проверить состояние контактов. Если они обгорели или на их поверхности образовались капли металла, то поверхность контактов необходимо зачистить.
Один раз в три месяца нужно:
1. Проверить сопротивление изоляции токоведущих частей.
2. Проверить состояние блока управления, фильтра защиты от радиопомехи защитных цепей наружным способом, установить отсутствие механических повреждений конденсаторов.
3. В сварочных преобразователях нужно проверить состояние коллектора, в случае обнаружения на коллекторе следов нагара его следует прошлифовать мелкозернистой шлифовальной бумагой.
Один раз в полгода нужно:
1. Очистить контакты и изоляционные части переключателя диапазонов тока от пыли и налета металлических частиц.
2. Смазать тугоплавкой смазкой все трущиеся части.
3. В сварочных преобразователях проверить состояние и наличие смазки в камерах подшипников и при необходимости заменить ее.
Один раз в год нужно:
1. Разобрать электродвигатель вентилятора и произвести его внутреннюю очистку, перед сменой смазки подшипники необходимо промыть бензином.
2. Произвести плановый текущий осмотр для выявления необходимости планового ремонта.
Сварочные посты располагаются в специальных кабинах площадью не менее 2–2,5 м2 каждая. Кабину отгораживают перегородками, а вход закрывают занавесками, пропитанными огнестойким составом. При сварке громоздких деталей и крупно-габаритных сварных конструкций сварочные посты развертывают открыто в цехе, на строительной площадке, на магистральной трассе. При этом рабочее место по возможности огораживают защитными щитами или ширмами.
Основное оборудование сварочного поста (рис. 52) состоит из источника питания дуги, сварочных проводов, электрододержателя и приспособлений для закрепления свариваемых деталей. При размещении поста в кабине устанавливают металлический стол с массивной чугунной или стальной крышкой площадью в 1 м2, на которой производят сварочные работы, и винтовой стул с откидной спинкой. Кабина должна иметь местную вытяжную вентиляцию и заземляющий провод.
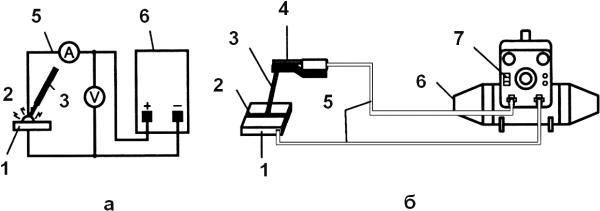
Рис. 52.
Компоновка сварочного поста и схема питания дуги (на постоянном токе):
а – электрическая схема; б – общая компоновка поста для сварки; 1 – изделие; 2 – сварочная дуга; 3 – электрод; 4 – электрододержатель; 5 – сварочные провода; 6 – источник питания; 7 – щит с приборами контроля и регулирования параметров сварки
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава 2. Обслуживание оборудования подстанций
Глава 2. Обслуживание оборудования подстанций 2.1. Производственные помещения для обслуживания ПС Для обслуживания ПС предусматриваются производственные помещения в ОПУ, а также используются передвижные ремонтные мастерские. Если ПС является базовой для группы ПС, не
2.7. Защита оборудования ПС от перенапряжений
2.7. Защита оборудования ПС от перенапряжений Защита высоковольтного оборудования ПС от грозовых и коммутационных перенапряжений осуществляется:от прямых ударов молнии — стержневыми и тросовыми молниеотводами;от набегающих волн с отходящих линий — молниеотводами (от
По роду сварочного тока выделяют контактную сварку:
По роду сварочного тока выделяют контактную сварку: • переменным током;• импульсом постоянного тока;• аккумулированной энергией.Схемы основных современных способов контактной сварки представлены на рисунке 29. Эти способы отличаются сопряжением деталей в месте
Осмотр сварочного преобразователя
Осмотр сварочного преобразователя Некоторые узлы источников сварочного тока требуют особого внимания. В сварочных преобразователях постоянного тока особого ухода требуют коллектор, щеточный механизм и подшипники. Коллектор должен быть чистым, без следов нагара.
Осмотр сварочного выпрямителя
Осмотр сварочного выпрямителя Сварочные выпрямители требуют особого внимания к системе охлаждения, состоящей из вентилятора, жалюзи и реле. Неисправности системы могут привести к перегреву полупроводниковых элементов и выходу из строя выпрямителя.Следует постоянно
Направления развития печатного оборудования
Направления развития печатного оборудования Создание новых технологий печати традиционно потребует разработки нового печатного оборудования и материалов для его изготовления. Конкретно можно сказать, что оборудование становится более производительным не только за
Бокс (тип спец. оборудования)
Бокс (тип спец. оборудования) Бокс (от англ. box — коробка, маленькое отделение с перегородкой) (биол.), 1) изолированная, застеклённая камера с входом через тамбур, предназначенная в микробиологических и других биологических лабораториях для работ, требующих особой
Системы инженерного оборудования
Системы инженерного оборудования Общие требования Инженерные системы дома должны обеспечивать требуемые параметры микроклимата в помещениях дома и комфортность среды обитания, а также надежное распределение холодной и горячей воды и электричества в доме и удаление
Приложение 7. Акт индивидуального испытания оборудования
Приложение 7. Акт индивидуального испытания
ОБСЛУЖИВАНИЕ ИНЖЕНЕРНО-ТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ И УСТРОЙСТВ
ОБСЛУЖИВАНИЕ ИНЖЕНЕРНО-ТЕХНИЧЕСКОГО ОБОРУДОВАНИЯ И УСТРОЙСТВ 9.6. Помещения электромеханического хозяйства, расположенные в притоннельных выработках на расстоянии более 60 м от торца пассажирской платформы, должны иметь у входа служебные мостики, оборудованные