Сварка трехфазной дугой
Сварка трехфазной дугой
Сварка осуществляется двумя электродами, изолированными друг от друга (рис. 70). К электрододержателю подводятся две фазы источника тока, а третья фаза подводится к свариваемому изделию. Возбуждаются и одновременно горят три сварочные дуги: по одной между каждым электродом и изделием и третья между электродами. Такая схема значительно повышает устойчивость горения дуги, улучшает степень использования теплоты дуги и позволяет снизить напряжение холостого хода.
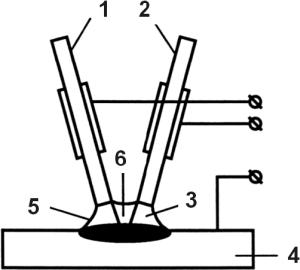
Рис. 70.
Сварка трехфазной дугой:
1, 2 – плавящиеся электроды; 3, 5, 6 – сварочные дуги; 4 – основной металл.
При сварке трехфазной дугой применяются также следующие схемы:
• сварка двумя одинарными электрододержателями;
• сварка одним одинарным электрододержателем и вторым электродом, уложенным в разделку шва, но изолированно от свариваемого изделия;
• сварка пучком электродов, из которых только два токоведущие, а остальные холостые (т. е. не включены в сварочную цепь и расплавляются от теплоты дуги).
Сварка трехфазной дугой применима при любых соединениях в нижнем и наклонном положениях. Такой метод особенно рекомендуют для сварки в нижнем положении и «в лодочку» угловых и тавровых соединений.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Сварка и соединения
Сварка и соединения Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой диаметром 0,8–1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием.Соединение оцинкованных стальных деталей следует выполнять при