Сварочное пламя
Сварочное пламя
Газовым или сварочным пламенем называется основной источник теплоты при сварке и других процессах газопламенной обработки. Сварочное пламя образуется при сгорании смеси горючего газа или паров горючей жидкости с кислородом.
Свойства сварочного пламени зависят от того, какое горючее подается в горелку и при каком соотношении кислорода и горючего создается газовая смесь. Изменяя количество подаваемого в горелку кислорода и горючего газа, можно получить нормальное, окислительное или науглероживающее сварочное пламя.
Нормальное или восстановительное пламя должно получаться при объемном отношении количества кислорода к ацетилену 1:1. Практически вследствие загрязненности кислорода нормальное пламя получается при несколько большем количестве кислорода, т. е. при 1,1:1,3. Нормальное пламя способствует раскислению металла сварочной ванны и получению качественного сварного шва. Поэтому большинство металлов и сплавов сваривают нормальным пламенем. Нормальное ацетиленокислородное пламя состоит из трех зон: ядра, восстановительной зоны и факела (рис. 75).
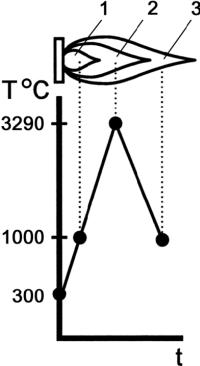
Рис. 75.
Схема нормального ацетиленокислородного пламени и распределения температур:
1 – ядро; 2 – восстановительная зона; 3 – факел
Форма ядра – конус с закругленной вершиной, имеющей светящуюся оболочку. Ядро состоит из продуктов распада ацетилена с выделившимися раскаленными частицами углерода, которые сгорают в наружном слое оболочки. Длина ядра зависит от скорости истечения горючей смеси из мундштука горелки. Чем больше давление газовой смеси, тем больше скорость истечения, тем длиннее ядро пламени.
Восстановительная зона по своему темному цвету заметно отличается от ядра. Она состоит в основном из оксида углерода и водорода, получающихся в результате частичного сгорания ацетилена. В этой зоне создается наивысшая температура пламени – 3000 °C на расстоянии 3–5 мм от конца ядра. Этой частью пламени производят нагревание и расплавление свариваемого металла. Находящиеся в этой зоне частицы оксида углерода и водорода могут восстанавливать образующиеся оксиды металлов.
Факел располагается за восстановительной зоной и состоит из углекислого газа и паров воды, которые получаются в результате сгорания оксида углерода и водорода, поступающих из восстановительной зоны. Сгорание происходит за счет кислорода, содержащегося в окружающем воздухе. Зона факела содержит также азот, попадающий из воздуха.
Окислительное пламя получается при избытке кислорода. Ядро такого пламени значительно короче по длине, с недостаточно резким очертанием и более бледной окраской. Восстановительная зона и факел пламени также сокращаются по длине. Пламя имеет синевато-фиолетовую окраску. Температура пламени несколько выше нормальной. Однако таким пламенем сваривать стали нельзя, так как наличие в пламени избыточного кислорода приводит к окислению расплавленного металла шва и он получается хрупким и пористым.
Науглероживающее пламя получается при избытке ацетилена. Ядро такого пламени теряет резкость своего очертания, и на его вершине появляется зеленоватый ореол, свидетельствующий о наличии избыточного ацетилена. Восстановительная зона значительно светлеет, а факел получает желтоватую окраску. Очертания зон теряют свою резкость. Избыточный ацетилен разлагается на углерод и водород. Углерод легко поглощается расплавленным металлом шва. Поэтому таким пламенем пользуются для науглероживания металла шва или восполнения выгорания углерода. Регулирование сварочного пламени производится по его форме и окраске. Важное значение имеет правильный выбор давления кислорода, его соответствие паспорту горелки и номеру наконечника. При высоком давлении кислорода смесь вытекает с большой скоростью, пламя отрывается от мундштука, происходит выдувание расплавленного металла из сварочной ванны.
При недостаточном давлении кислорода скорость истечения горючей смеси падает, пламя укорачивается и возникает опасность обратных ударов. Нормальное пламя можно получить из окислительного, постепенно увеличивая поступление ацетилена до образования яркого и четкого ядра пламени. Можно отрегулировать нормальное пламя и из науглероживающего, убавляя подачу ацетилена до исчезновения зеленоватого ореола у вершины ядра пламени. Характер пламени выбирают в зависимости от свариваемого металла. Например, при сварке чугуна и наплавке твердых сплавов применяют науглероживающее пламя, а при сварке латуни – окислительное.
Важным показателем сварочного пламени является тепловая мощность. Мощность пламени принято определять расходом ацетилена (л/ч), а удельной мощностью пламени называют часовой расход ацетилена в литрах, приходящийся на 1 мм толщины свариваемого металла. Мощность пламени зависит от толщины свариваемого металла и его теплопроводности. Например, при сварке углеродистых и низколегированных сталей, чугуна, сплавов меди и алюминия удельная мощность пламени составляет 80–150 л/(ч?мм), а при сварке меди, обладающей высокой теплопроводностью, удельную мощность выбирают в пределах 150–220 л/(ч?мм).
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
ПЛАМЯ ЛЮБВИ
ПЛАМЯ ЛЮБВИ Во время своей последней болезни, которая началась в январе 1510 года и вплоть до смерти в том же году, святая Екатерина из Генуи подвергалась жестоким атакам неизвестного происхождения, которые исходили изнутри ее тела. Однажды, например, «она была пронзена
30-мм автоматический гранатомет «Пламя»
30-мм автоматический гранатомет «Пламя» В конце 60-х годов в ОКБ-16 начались работы над 30-мм автоматическим пехотным гранатометом АГС-17 «Пламя» (индекс ОКБ-16 – 216-П). При его проектировании были использованы конструктивные решения 40-мм автоматического гранатомета Таубина,
Пламя над волнами
Пламя над волнами С этим загадочным явлением моряки встречались много раз. Вот одно из последних сообщений. Теплоход «Антон Макаренко» шел Малаккским проливом. Была безлунная ночь. На поверхности воды, справа и слева от теплохода проплывали светлые пятна. Вдруг они стали
Как можно погасить пламя?
Как можно погасить пламя? Давайте начнем с того, как возникает огонь. Для этого нужно три вещи. Во-первых, нужно топливо, такое, как дерево, бумага, спирт или газ. Во-вторых, нужен кислород. Топливо быстро взаимодействует с кислородом. Когда горит дерево в костре или газ в
Помести сильвин в пламя!
Помести сильвин в пламя! Калийные соли обладают животворной силой. Если их внести в виде удобрений на поля-огороды, то можно повысить урожай овощей в несколько раз.Калийные удобрения получают в основном из минерала сильвина — хлористого калия. Он назван по имени химика
Fiamma che non si spegne Негасимое пламя
Fiamma che non si spegne Негасимое пламя 1949 — Италия (104 мин)· Произв. Orsa Film? Реж. ВИТТОРИО КОТТАФАВИ· Сцен. Сиро Ангели, Джорджо Капитани, Оресте Бьянколи, Фульвио Пальмьери· Опер. Габор Погань· Муз. Брутто Чиконьини· В ролях Джино Черви (дон Луиджи Манфреди), Леонардо Кортезе
Пламя из ранца
Пламя из ранца В Средневековье, когда люди обратили внимание на горючую жидкость – нефть, ее тоже стали использовать в качестве зажигательного средства. Поначалу в нефть просто обмакивали факелы, чтобы они дольше и лучше горели, а потом стали придумывать и более
Из искры возгорится пламя
Из искры возгорится пламя Из стихотворения «Струн вещих пламенные звуки» (1828, опубл. 1857) ссыльного поэта-декабриста Александра Ивановича Одоевского (1802— 1839). Эти стихи, которые иногда еще называют «Ответом декабристов», были написаны в ответ на пушкинское стихотворение
2. 6. СИНЕЕ ПЛАМЯ УГАРНОГО ГАЗА
2. 6. СИНЕЕ ПЛАМЯ УГАРНОГО ГАЗА Угарный газ – это оксид углерода (СО), образуется при неполном сгорании веществ, содержащих углерод, бесцветный газ без запаха, горит синим пламенем.Отравление угарным газом является причиной 50% случаев гибели при пожарах. Порой мы читаем в
ПЛАМЯ
ПЛАМЯ Двухнедельный иллюстрированный литературно-художественный и сатирический журнал. Выходил в Тбилиси в 1923–1924 гг. в издательстве газеты «Заря Востока». Печатался на 32 стр., имел множество рисунков и карикатур, репродукций с картин и скульптур крупнейших современных
Любовь как свет и пламя
Любовь как свет и пламя Любовь – это освещенное окно посреди ночи.? Джузеппе Унгаретти, итальянский поэт*Любовь должна быть скорее светом, чем пламенем.? Генри Дэвид Торо, американский писатель*Любовь как костер: издалека виден лишь дым, а пламя – только тем, кто рядом.?
Другие способы получить пламя
Другие способы получить пламя Если у вас нет ни зажигалки, ни спичек, ни кремня с кресалом, то существуют и другие способы получить драгоценную искру. Вы можете сфокусировать солнечные лучи на своем труте с помощью увеличительного стекла или очков или соединить вместе