Сущность процесса кислородной резки
Сущность процесса кислородной резки
Кислородная резка (рис. 78) основана на свойстве металлов и их сплавов сгорать в струе технически чистого кислорода.
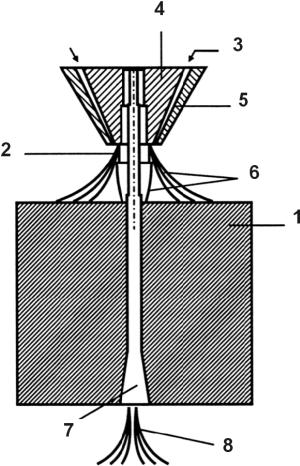
Рис. 78. Газокислородная резка:
1 – разрезаемый металл; 2 – струя режущего кислорода; 3 – горючая смесь; 4 – режущий мундштук; 5 – мундштук подогревающего пламени; 6 – подогревающее пламя; 7 – рез; 8 – шлаки
Резке поддаются металлы, удовлетворяющие следующим требованиям:
1. Температура плавления металла должна быть выше температуры воспламенения его в кислороде. Металл, не отвечающий этому требованию, плавится, а не сгорает. Например, низкоуглеродистая сталь имеет температуру плавления около 1500 °C, а воспламеняется в кислороде при температуре 1300–1350 °C. Увеличение содержания углерода в стали сопровождается понижением температуры плавления и повышением температуры воспламенения в кислороде. Поэтому резка стали с увеличением содержания углерода и примесей усложняется.
2. Температура плавления оксидов должна быть ниже температуры плавления самого металла, чтобы образующиеся оксиды легко выдувались и не препятствовали дальнейшему окислению и процессу резки. Например, при резке хромистых сталей образуются оксиды хрома с температурой плавления 2000 °C, а при резке алюминия – оксиды с температурой плавления около 2050 °C. Эти оксиды покрывают поверхность металла и препятствуют дальнейшему процессу резки.
3. Образующиеся при резке шлаки должны быть достаточно текучи и легко выдуваться из разреза. Тугоплавкие и вязкие шлаки будут препятствовать процессу резки.
4. Теплопроводность металла должна быть наименьшей, так как при высокой теплопроводности теплота, сообщаемая металлу, будет интенсивно отводиться от участка резки и подогреть металл до температуры воспламенения будет трудно.
5. Количество теплоты, выделяющейся при сгорании металла, должно быть возможно большим – она способствует нагреванию прилегающих участков металла и тем самым обеспечивает непрерывность процесса резки. Например, при резке низкоуглеродистой стали около 70 % общего количества теплоты выделяется от сгорания металла в струе кислорода и только 30 % составляет теплота от подогревающего пламени резака.
Различают два вида кислородной резки: разделительную и поверхностную.
Разделительная резка применяется для вырезки различного вида заготовок, раскроя листового металла, разделки кромок под сварку и других работ, связанных с разрезкой металла на части. Сущность процесса заключается в том, что металл вдоль линии разреза нагревают до температуры воспламенения его в кислороде, он сгорает в струе кислорода, а образующиеся оксиды выдуваются этой струей из места разреза.
Поверхностная резка (рис. 79) применяется для снятия поверхностного слоя металла, разделки каналов, удаления поверхностных дефектов и других работ. Резаки имеют большую длину и увеличенные сечения каналов для газов подогревающего пламени и режущего кислорода.
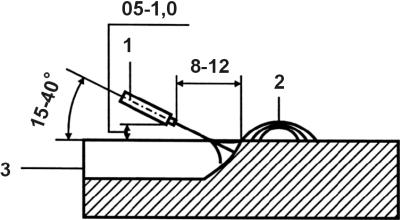
Рис. 79. Схема поверхностной резки:
1 – мундштук; 2 – шлак; 3 – канавка
Применяют два вида поверхностной резки – строжку и обточку. При строжке резак совершает возвратно-поступательное движение как строгальный резец. При обточке резак работает как токарный резец. Наклон мундштука резака к поверхности металла в начале реза составляет 70–80°. После начала горения угол наклона плавно уменьшают до 15–20°. Уменьшение угла наклона увеличивает ширину и уменьшает глубину строжки.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Подача кислорода при помощи кислородной подушки
Подача кислорода при помощи кислородной подушки Последовательность выполнения процедуры:1) взять заполненную кислородную подушку, мундштук, влажную марлевую салфетку;2) психологически подготовить пациента к манипуляции, помочь пациенту принять удобное полусидячее
Подача кислорода при помощи кислородной подушки
Подача кислорода при помощи кислородной подушки Последовательность выполнения процедуры: 1) взять заполненную кислородную подушку, мундштук, влажную марлевую салфетку; 2) психологически подготовить пациента к манипуляции, помочь пациенту принять удобное полусидячее
Оборудование для плазменно-дуговой сварки, резки, напыления:
Оборудование для плазменно-дуговой сварки, резки, напыления: • источник питания плазменной дуги с вертикальной вольт-амперной характеристикой;• плазменная горелка-плазмотрон;• системы подачи газа и охлаждения горелки;• порошковый питатель (для
Оборудование для лазерной сварки и резки:
Оборудование для лазерной сварки и резки: • высоковольтный выпрямитель для питания ламп накачки;• блок конденсаторов;• блок поджига газового разряда;• собственно лазерная головка (активный элемент, отражатель, лампы накачки);• оптическая система для фокусировки,
Газы для проведения сварки и резки металлов
Газы для проведения сварки и резки металлов Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой
Оборудование для кислородной резки
Оборудование для кислородной резки Резаки классифицируют:• по назначению – универсальные и специальные;• по принципу смешения газов – инжекторные и безынжекторные;• по виду резки – для разделительной и поверхностной резки;• по применению – для ручной и машинной
Техника резки
Техника резки На поверхности разрезаемого металла могут быть грязь, краска, окалина и ржавчина, поэтому она должна быть хорошо очищена. Для удаления окалины, краски и масла достаточно медленно провести пламенем горелки или резака по поверхности металла вдоль намеченной
Глава 18 Технология электродуговой резки
Глава 18 Технология электродуговой резки Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для
9.3. Средства для электросварки и резки стали под водой
9.3. Средства для электросварки и резки стали под водой Для электросварки и резки стали под водой применяются специальные электрододержатели и электроды. Электрический ток к электрододержателю и массе металла (обратный провод) подается с поверхности по кабелю сечением
Тест 2. Восстановление заточки после резки каната
Тест 2. Восстановление заточки после резки каната Если в предыдущем тесте нашей целью было максимально затупить нож – то теперь цель другая: легкой (полевой) правкой постараться восстановить заточку до состояния "режет бумагу на весу" Лидерами этого теста стали Byrd CaraCara
Транспсихология процесса
Транспсихология процесса Предстательная железа не только выделяет секрет, входящий в состав спермы, но и гормон, поддерживающий сперматогенез. Также она является органом-мишенью для тестостерона и содержит фермент 5-аредуктазу, благодаря которому тестостерон
3.2. Организация тренировочного процесса
3.2. Организация тренировочного процесса 1-й этап: начальная подготовкаНачинать занятия фридайвингом целесообразно не ранее 18 лет. Когда головной мозг в достаточной степени сформирован, и гипоксическая нагрузка не будет влиять на его дальнейшее развитие. После