Глава 14 Технология проведения контактной сварки
Глава 14
Технология проведения контактной сварки
Сущность контактной сварки
Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части.
Количество выделяющейся теплоты (Дж) может быть определено по формуле:
Q = 0,24I?Rt ,
где I – ток, А;
R – сопротивление участка цепи в месте контакта деталей, Ом;
t – продолжительность действия тока, с.
Из формулы видно, что количество теплоты зависит от тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. Так как электрическое сопротивление прохождению тока в месте контакта свариваемых деталей велико, на этом малом участке выделяется большое количество теплоты, которое вызывает быстрый нагрев металла. С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более возрастает количество выделяющейся теплоты и ускоряется процесс нагрева металла. Таким образом, применение больших сварочных токов позволяет осуществить быстрый нагрев металла и выполнить сварку за десятые и даже сотые доли секунды.
Режим контактной сварки характеризуется совместным действием основных параметров: тока и времени его протекания, силы сжатия и времени ее действия. По основным параметрам контактной сварки – тока и времени его действия – различают два режима процесса сварки: жесткий и мягкий.
Жесткий режим характеризуется применением больших токов и малым временем процесса сварки. Такой режим применяется для сталей, чувствительных к нагреву и склонных к образованию закалочных структур, а также при сварке легкоплавких цветных металлов и их сплавов.
Мягкий режим характеризуется большей продолжительностью процесса и постепенным нагревом свариваемого металла. Таким режимом пользуются при сварке углеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию.
Машина контактной сварки состоит из двух основных частей: электрической и механической (рис. 94).
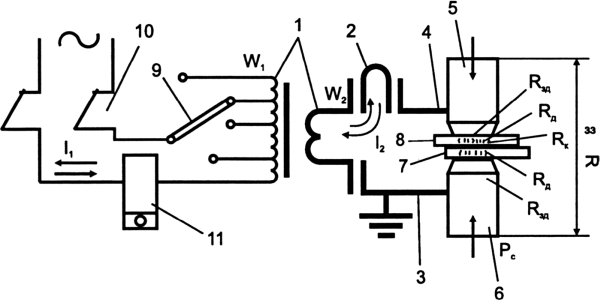
Рис. 94. Принципиальная схема машины контактной сварки:
1 – трансформатор; 2 – гибкая перемычка; 3, 4 – токопроводы; 5, 6 – электроды; 7, 8 – детали; 9 – переключатели; 10 – контактор; 11 – регулятор времени
Электрическая часть машины состоит из трансформатора, переключателя ступеней (или регулятора тока), регулятора времени, прерывателя тока и токоподводящих проводов и устройств.
Трансформатор используется однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять значение напряжения во вторичной обмотке. При первичном (220 или 380 В) и вторичном (1–20 В) напряжениях сварочный ток достигает нескольких десятков килоампер. Вторичная обмотка трансформатора у машин малой мощности состоит из отдельных гибких медных полос, охлаждаемых воздухом, у машин средней и большой мощности – из пустотелых медных витков, охлаждаемых проточной водой.
График изменения сварочного тока и усилия сжатия, совмещенные во времени, называют циклограммой. Для управления циклом работы машины применяют устройство, называемое регулятором времени. В практике применяют четырехпозиционный регулятор времени типа РВЭ–7, имеющий четыре последовательные выдержки времени для каждого элемента цикла сварки: сжатие, сварка, проковка и пауза. Регулятор имеет металлический корпус с выведенными наружу регулировочными ручками. Длительность времени всех элементов плавно регулируется: три диапазона в пределах 0,03–1,35 с и один для периода сварки в пределах от 0,03–6,75 с. Включение и выключение машин контактной сварки производится со стороны первичной обмотки сварочного трансформатора.
В процессе сварки необходимо включать и выключать большой ток десятки раз в секунду. Для этой цели машины оборудованы прерывателями.
Машины небольшой мощности и неавтоматического действия имеют простые механические или электромагнитные контакторы. При больших мощностях такие контакторы имели бы большие габариты и низкую производительность. Они конструктивно не смогли бы обеспечить точное дозирование и стабильность подачи энергии. Поэтому в машинах средней и большой мощности устанавливают игнитронные и тиристорные прерыватели, выполняющие синхронное включение и выключение тока с определенной продолжительностью импульсов тока.
Механическая часть состоит из станины, механизмов и узлов, обеспечивающих точную фиксацию и необходимое давление для сжатия свариваемых деталей.
Контактная сварка является высокопроизводительным процессом и легко поддается механизации и автоматизации. Это способствует широкому применению контактной сварки в строительстве и промышленности для сварки стыковых и крестообразных соединений арматуры железобетонных конструкций, элементов листовых конструкций из углеродистой стали или алюминиевых сплавов, для соединения элементов стальных конструкций, для сварки труб, а также при электромонтажных работах для сварки медных и алюминиевых проводов.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Глава 2 Механический класс сварки
Глава 2 Механический класс сварки Классификация видов сварки давлением К механическому классу относят виды сварки, осуществляемые с использованием механической энергии и давления.К механическому классу относят следующие виды сварки:• холодная сварка;• сварка
Глава 3 Термомеханический класс сварки
Глава 3 Термомеханический класс сварки Классификация видов термомеханической сварки Термомеханический класс сварки основан на использовании совместного действия тепла и давления, вводимых в зону сварки. Термомеханический, или термопрессовый, класс сварки по принципу
Эффективные методы проведения сварки
Эффективные методы проведения сварки Метод опирания, или сварка с глубоким проплавлением Электрод с утолщенным покрытием используют для получения глубокого проплавления. Стержень электрода плавится быстрее покрытия, в итоге чего на конце электрода образуется
Оборудование и аппаратура для проведения газовой сварки
Оборудование и аппаратура для проведения газовой сварки Газовой сваркой называется сварка плавлением, при которой нагрев кромок соединяемых частей и присадочного материала производится теплотой сгорания горючих газов в кислороде. Классифицируется газовая сварка по
Газы для проведения сварки и резки металлов
Газы для проведения сварки и резки металлов Кислород при газовой сварке способствует интенсивному горению горючих газов и получению высокотемпературного пламени. При горении газов в воздухе температура пламени значительно ниже, чем при горении в кислороде. При газовой
Глава 12 Технология проведения сварки под флюсом и оборудование для нее
Глава 12 Технология проведения сварки под флюсом и оборудование для нее Сущность сварки под флюсом Сваркой под флюсом называется дуговая сварка, при которой дуга горит под слоем сварочного флюса, обеспечивающего защиту сварочной ванны от контакта с
Технология сварки под флюсом
Технология сварки под флюсом При сварке под флюсом подготовку кромок и сборку изделия производят более точно, нежели при ручной сварке. Настроенный под определенный режим автомат точно выполняет установленный процесс сварки и не может учесть и выправить отклонения в
Глава 13 Технология проведения дуговой сварки в защитных газах
Глава 13 Технология проведения дуговой сварки в защитных газах Сущность дуговой сварки в защитных газах Сущностью и отличительной особенностью дуговой сварки в защитных газах является защита расплавленного и нагретого до высокой температуры основного и электродного
Сущность контактной сварки
Сущность контактной сварки Контактной сваркой называется сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части.Количество выделяющейся теплоты (Дж)
Виды контактной сварки
Виды контактной сварки Основными видами контактной сварки являются стыковая, точечная и шовная.Стыковой контактной сваркой называют сварку, при которой соединение свариваемых частей происходит по всей поверхности стыкуемых торцов. Данная сварка может быть выполнена
Оборудование для контактной сварки
Оборудование для контактной сварки Для производства стыковой контактной сварки используют контактные машины общего назначения (универсальные) и специальные (для сварки арматуры, трубопроводов и др.). В строительной промышленности для стыковой сварки применяются
Глава 15 Технология производства сварки легированных сталей
Глава 15 Технология производства сварки легированных сталей Легирующие элементы Легированными называют стали, содержащие специально введенный элемент для придания стали определенных свойств и структуры. В зависимости от содержания легирующих элементов стали
Глава 16 Технология производства сварки цветных металлов и их сплавов
Глава 16 Технология производства сварки цветных металлов и их сплавов Особенности сварки цветных металлов Цветные металлы и сплавы по своим физико-химическим свойствам резко отличаются от сталей, что необходимо учитывать при выборе вида сварки и технологии. По
2.1. Технология проведения собеседования
2.1. Технология проведения собеседования Когда у крупнейших менеджеров ведущих корпораций США пытались выяснить, что самое сложное в их профессиональной деятельности, девять из десяти из них ответили: наиболее сложное – это первая беседа с соискателями при отборе и