Резка неплавящимся электродом
Резка неплавящимся электродом
Применяются следующие виды дуговой резки неплавящимся электродом: разделительная, воздушно-дуговая и плазменно-дуговая.
Разделительная резка металла неплавящимся электродом производится с помощью угольного, графитового или вольфрамового электрода. Угольные и графитовые электроды диаметром 12–25 мм позволяют разрезать металл толщиной до 100 мм. Резку производят постоянным током прямой полярности. Сварочный ток в зависимости от диаметра электрода составляет 40–1000 А. Угольные электроды в процессе резки науглероживают кромки разреза и этим затрудняют последующую механическую обработку. Графитовые электроды дают более чистый разрез, дольше сохраняются и допускают большие плотности тока.
Воздушно-дуговая резка используется как для разделительной, так и для поверхностной резки. При этом способе между неплавящимся электродом и разрезаемым металлом возбуждают дугу. Теплом дуги расплавляют металл участка резания, а струей сжатого воздуха непрерывно удаляют его из полости реза. Для воздушно-дуговой резки низкоуглеродистой и нержавеющей стали толщиной до 20 мм применяют универсальный резак типа РВД–4А–66. Резак имеет сменные угольные электроды диаметром 6–12 мм. Сварочный ток достигает 400 А, а при кратковременном форсированном режиме – до 500 А. Давление воздуха составляет 0,40–0,6 МПа. Расход воздуха при давлении 0,5 МПа не превышает 20 м3/ч. Масса резака 1 кг.
Процесс резки протекает устойчиво при питании резака постоянным током обратной полярности. При постоянном токе прямой полярности и при переменном токе процесс идет неустойчиво, производительность низкая при плохом качестве поверхности резания. Производительность резки зависит от тока. При сварочном токе 200 А за 1 ч работы можно удалить до 7 кг низкоуглеродистой стали, при токе 300 А – до 10 кг, при токе 500 А – около 20 кг. С повышением тока снижается удельный расход электроэнергии с 3 кВтч/кг при токе в 300 А до 2 кВтч/кг при 500 А.
Плазменно-дуговая резка производится путем глубокого проплавления металлов сжатой дугой в зоне резания и удаления частиц расплавленного металла газовым потоком (рис. 97). Дуга возбуждается и горит между вольфрамовым электродом и разрезаемым металлом. Сварочный ток постоянный прямой полярности. Электрод находится внутри охлаждаемого медного мундштука. В канал мундштука под давлением подается плазмообразующий газ, струя которого сжимает столб дуги. Под действием дуги газ разогревается до высокой температуры, образуя плазму с температурой более 10 000 °C. Струя плазмы, имея высокую температуру и большую скорость истечения, проплавляет металл по линии реза и выдувает расплавленный металл из полости реза.
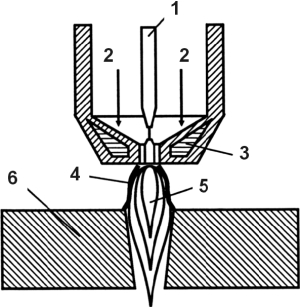
Рис. 97. Плазменная резка:
1 – вольфрамовый электрод; 2 – плазмообразующий газ; 3 – медное водоохлаждаемое сопло; 4 – электрическая дуга; 5 – струя плазмы; 6 – разрезаемый металл
Плазменно-дуговую резку применяют для резки легированных углеродистых сталей, чугуна, цветных металлов и их сплавов. Наиболее рационально и экономично ее применение при резке высоколегированных сталей, цветных металлов и их сплавов. Электроды изготовляют из лантанированного (ВЛ–15) или торированного (ВТ–15) вольфрама. Плазмообразующими газами служат чистый аргон высшего сорта, технический азот 1-го сорта, смеси аргона с техническим водородом, воздух.
Источники питания для плазменной обработки должны обладать жесткой или крутопадающей внешней характеристикой. Для получения повышенного напряжения холостого хода используют последовательное включение двух-трех генераторов на одну дугу. К специализированным источникам питания относится ИПР–120/600, используемый в установке ОПР–6, ВНР–402 – в установке АПР–401.
Большое применение получили источники питания на тиристорах. Толщина разрезаемого металла в значительной степени зависит от напряжения. Например, при рабочем напряжении 75 В максимальная толщина резки алюминия достигает 25 мм, при напряжении 250 B–300 мм. Ток составляет 150–800 А. Для ручной плазменно-дуговой резки используют плазморез марки РДМ–2–66–А, работающий на смеси аргона, водорода и азота, позволяющий резать металлы толщиной до 80 мм при максимальном токе до 450 А.
Широко применяют универсальную аппаратуру «Плазморез», состоящую из двух комплектов: КДП-1 и КДП–2. Комплект КДП–1 имеет резак РДП–1 с водяным охлаждением, предназначенный для резки алюминия толщиной до 80 мм, нержавеющей стали – до 60 мм и меди – до 40 мм. В качестве газа используются аргон, азот и водород. Комплект КДП–2 допускает резку алюминия толщиной до 50 мм, стали – до 40 мм и меди – до 20 мм. Резак РДП–2 этого комплекта имеет воздушное охлаждение и может быть использован на монтажных работах при любых температурах. Источником питания дуги для всех комплектов служат два-три последовательно соединенных однопостовых источника постоянного тока.
Для машинной резки применяют установки марок АПР–402, АПР–404, УВПР «Киев», ОПР–6 и др. Установка АПР–402 может производить резку черных и цветных металлов и их сплавов толщиной до 160 мм. Она предназначена для комплектования стационарных машин термической резки и обеспечивает раскрой листового материала, резку труб и круглого проката. Ток устанавливается в пределах 100–450 А. Напряжение холостого хода 300 В, рабочее напряжение на дуге 250 В. Плазмообразующий газ – воздух. Максимальное давление воздуха 0,4 МПа. Замена дорогостоящих газовых смесей обычным воздухом экономически выгодна, значительно упрощает конструкцию установки и повышает производительность в 3–5 раз.
Для дуговой сварки и плазменной резки легированных сталей, цветных металлов и их сплавов в строительно-монтажных условиях используют монтажный передвижной пост КПМ–1. Оборудование состоит из сварочного выпрямителя ВКС–500–1, компрессора, двух балластных реостатов типа РБ–300–1, горелки ГДС–150, резака РДП–2, баллонов с аргоном и азотом. Пост снабжен коллектором, допускающим переход от сетевых коммуникаций к кабель-шланговому пакету. Вентиляция на режиме резки – принудительная. Пост выполняет сварку металла толщиной до 2,5 мм и резку меди толщиной до 20 мм, стали – до 40 мм и алюминия – до 50 мм.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Резка плавящимся электродом
Резка плавящимся электродом Резка стальным электродом основана на выплавлении металла из зоны резания теплотой электрической дуги, возбуждаемой между электродом и разрезаемым металлом. Этот способ широко применяется для грубой разделки металла. Резку производят
Тест 1. Резка каната
Тест 1. Резка каната Канат был куплен, обмотан малярным скотчем И понеслось… А теперь подробно:Cold Steel Pocket Bushman PEВторое место по количеству отрезов, 95 раз. Впечатления тестеров по комфорту различаются, от "нормальная рукоять" у Сильвера до "режет руку сильно" у Ивана.
Тест 1. Резка каната и оценка эргономики рукояти.
Тест 1. Резка каната и оценка эргономики рукояти. Это самый популярный тест среди ножевиков – дешево и ножу никакого вреда не наносится. Разве что перетачивать придется.Результаты тестирования:Byrd Raven (Сталь 8Cr13Mov).Общее впечатление: Открывание-закрывание ножа понравилось
Резка
Резка Прямые шары, когда они стоят близко, действительно очень хороши и удобны для сыгрывания. Однако прямой шар сковывает руки игроку, допуская всего три варианта продолжения игры: после удара «свой» шар остается на месте, после удара «свой» прокатывается вперед; и