Котел
Котел
Заготовка деталей
Работа по постройке котла делится на три части: изготовление котла с жаровой трубой и топкой, изготовление арматуры котла и изготовление колес и подшипников. Для цилиндра котла (рис. 4) из листовой меди или железа толщиной 0,75—1,5 мм вырезается квадрат размером 200x200 мм. Вырезанный лист выпрямляется и делится прямой линией пополам. На этой линии размечаются циркулем, а затем прорубаются узким зубилом два круглых отверстия для жаровой трубы и предохранительного клапана. Третье отверстие, для паропроводной трубы, просверливается сверлом 4–5 мм.
Неровности от зубила сглаживаются круглым или полукруглым напильником. Теперь нужно сделать вырез для топки. Для этого на стороне, противоположной от отверстия дымогарной трубы, проведите прямую линию на расстояние 50 мм от края. По линии, с каждой стороны листа, вырежьте по квадрату шириной в 45 мм. Затем на деревянной болванке или железной трубе согните выкройку в барабан. Края листа должны накрыть друг друга на 5–6 мм.
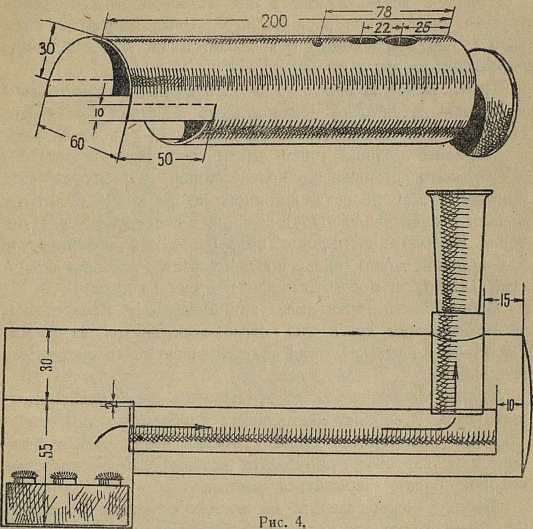
Когда барабану котла придана правильная цилиндрическая форма, шов склепывается, нагревается и пропаивается оловом.
Переднее днище котла имеет выпуклую форму. Днище вырезается из медного или латунного листа. Выпуклость придается ударами молотка.
Топка с вставленными в нее жаровой и дымогарной трубами показана на рис. 5, внизу. Топка состоит из трех частей: переднего днища с крышкой топки, заднего днища и боковых стенок с дном.
Части топки лучше всего сделать из цветного металла — меди или латуни, не подверженных действию ржавчины. Но можно их изготовить из толстого 0,75—1,5 мм железа.
Переднее днище топки сгибается в виде буквы "Г". У верхнего и нижнего краев стенок отгибаются под прямым углом полоски шириной по 5 мм. Отогнутыми краями стенки днища будут соединяться с другими частями топки. В верхней части днища прорубается зубилом отверстие для жаровой трубы; внизу просверливается два ряда отверстий диаметром в 3–5 мм для притока воздуха.
Вторая часть топки имеет вид буквы "П". Края стенок, за исключением краев дна, отгибаются внутрь на 5 мм. Около дна, в стенках, тоже просверливаются отверстия для воздуха.
Задняя стенка топки служит в то же время задним днищем котла. В верхней части днища просверливаются отверстия для водомерного стекла. Нижний конец стенки отгибается, а над ним прорубается прямоугольное отверстие, которое будет закрываться дверкой.
Дверку можно сделать из листового железа толщиной 0,5–1 мм. Когда все части топки заготовлены и подогнаны одна к другой, можно начать сборку. В отогнутых концах просверливаются отверстия для заклепок диаметром 1,5–2 мм.
Жаровая труба сгибается из цветного металла. Трубе придается овальная форма. У одного конца жаровой трубы прорубается отверстие диаметром в 20 мм. С этой стороны труба закрывается крышкой, вырезанной из листовой меди или латуни. Крышка припаивается к трубе оловом.
Дымогарная труба состоит из двух частей, вставляющихся одна в другую. Для короткой части, проходящей сквозь котел, подбирается медная или латунная трубка подходящего размера. Длинная трубка, находящаяся снаружи котла, сгибается из железа. Трубе придается слегка коническая форма. На верхнем конце ее делается небольшой раструб в виде воронки.
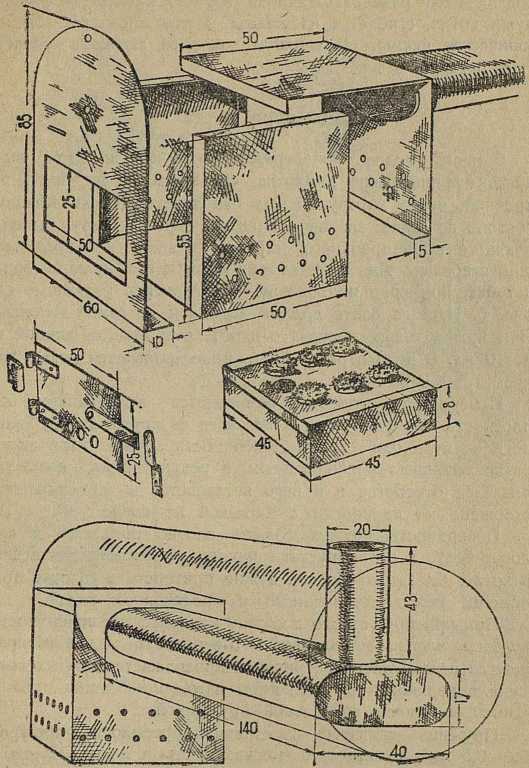
Рис. 5.
Арматура котла
В нашей модели предохранительный клапан, кроме выпуска излишка пара из котла, служит в то же время и пробкой, через которую котел наполняется водой. Клапан состоит из гайки, впаянной в котел, отрезка болта, выполняющего роль пробки, и "тарелки" клапана с направляющим стержнем. Для изготовления клапана подбираются болт и гайка, примерно подходящие под размеры, указанные на рис. 6. Нарезка болта должна доходить до самой головки. Нам нужна только головка с нарезанным концом длиной в 8—10 мм. В этом отрезке болта просверливается отверстие диаметром в 3–4 мм.
Поверхность головки опиливается напильником на плоскость. Тарелка, клапана делается из кружка, вырубленного из меди или латуни. Поверхность кружка тоже аккуратно опиливается напильником, в центре кружка просверливается отверстие и в него вставляется и заклепывается стержень из проволоки с нарезкой на конце.
Поверхность кружка должна плотно прилегать к головке болта и не пропускать пар при нормальном давлении в котле. Для этого кружок нужно притереть к головке при помощи мелко истолченного и просеянного стекла.
При притирке стекло с маслом наносится на поверхность головки, клапан вставляется в отверстие и медленно вращается взад и вперед. Притирка продолжается до тех пор, пока поверхности не сделаются матовыми. Клапан прижимается к головке спиральной пружинкой.
Пружинка свивается из стальной проволоки диаметром 0,4–0,5 мм; готовой она должна иметь в длину 12 мм и внутренний диаметр — 3 мм.
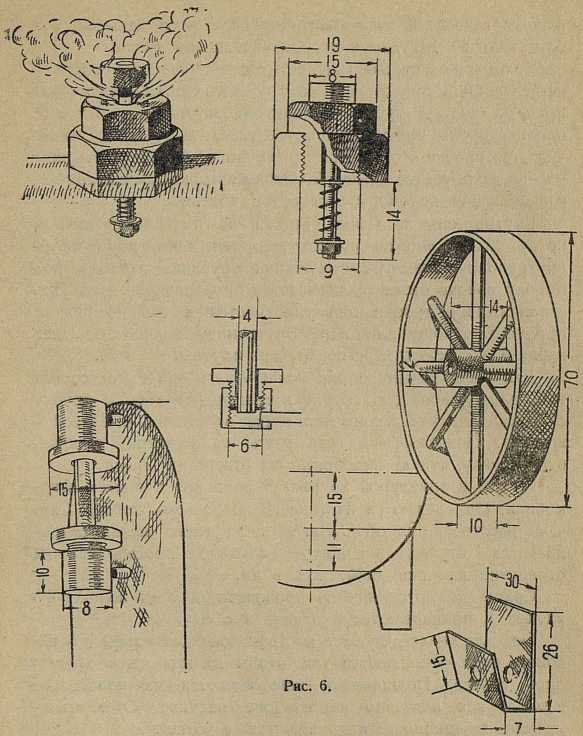
При полном сжатии пружинка должна укорачиваться наполовину, т. е. до 6 мм. На стержне пружинка закрепляется гайкой. В зависимости от наружного давления работа клапана регулируется подвинчиванием гайки.
Водомерное стекло (рис. 6) состоит из двух оправ с вставленной в них стеклянной трубкой. Оправы изготовляются из медных трубок с нарезкой внутри, или в них с одной стороны просто впаивается гайка. В эту гайку ввинчивается пробка с отверстием в середине. С другой стороны оправа закрывается крышкой. Около крышки впаяна трубка, соединяющая водомерное стекло с котлом.
Внутрь оправы между гайкой и трубкой, идущей к котлу, впаяно еще кольцо с отверстием, диаметром равным внутреннему диаметру стеклянной трубки. В оправу под пробку вокруг стекла вкладывается промасленная вата. При завинчивании пробки она уплотняется и совершенно не пропускает воду или пар. Внутреннее кольцо не дает набивке закрыть отверстие трубки, идущей в котел.
Для изготовления оправ можно взять или гайку с болтом, или подходящую трубку и два радиогнезда. В трубку с одной стороны впаивается гайка от гнезда, с другой — крышка. Понятно, что, если взяты радиогнезда, стеклянную трубку нужно подобрать по отверстию гнезд.
Вместе с арматурой на рис. 6 показаны и колеса локомобиля. Они делаются из тонкого полосового железа. Сначала изготовляется обод. Затем из круглого железа выпиливается втулка, в центре которой просверливается отверстие для оси диаметром 4 мм.
Спицы делаются или из проволоки, или из полосового железа и припаиваются к втулке и ободу.
Оси для колес делаются из проволоки диаметром 5–6 мм, концы осей опиливаются так, чтобы на них легко вращались колеса. Подшипники изготовляются из полосового железа, как показано на том же рисунке. Отогнутыми краями подшипники припаиваются к котлу.
Спиртовка для топки (рис. 5) — это просто прямоугольная коробка из жести. В крышку ее вставляется 6 коротких трубочек для фитилей диаметром 7–8 мм.
Сборка котла
Когда склепана топка и в нее впаяна жаровая труба, можно приставить цилиндр котла и хорошенько припаять его. Лучше всего перед припайкой котла впаять в него предохранительный клапан, а в стенку топки — водомерное стекло.
Гайка предохранительного клапана вставляется на половину своей высоты в отверстие котла и припаивается к нему оловом. Трубки от оправ водомерного стекла вставляются в отверстия переднего днища и припаиваются к нему с таким расчетом, чтобы стекло отстояло от стенки на 10–12 мм. Водомерное стекло лучше припаять в собранном виде с вложенной промасленной ватой.
К готовому котлу можно припаять подшипники колес и вставить оси. Колеса надеваются на концы осей, затем припаиваются шайбы, чтобы колеса не соскакивали. Котел со всех сторон покрывается черной огнеупорной краской. Спицы колес и втулки красятся в красный цвет, обод колес — в черный.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Котёл из Копенгагена
Котёл из Копенгагена Ни одна из реликвий древней Европы не вызвала в своё время столько споров, как знаменитый серебряный котёл, хранящийся ныне в Национальном музее Копенгагена (Дания). Его иногда называют кельтским «котлом изобилия». Он был найден разобранным на
Котел, чаша
Котел, чаша Ритуальный котел (Китай, 800 год до н. э.)Карл Юнг рассматривает чашу как женский символ, который принимает и отдает. С другой стороны, чаша может быть символом тяжелой судьбы («горькая чаша»). Так называемая отравленная чаша обещает надежду, но приносит
Водотрубный котел
Водотрубный котел Водотрубный котел – паровой котельный агрегат, конструктивно соединенный в единое целое комплекс устройств, предназначенный для получения пара под давлением или горячей воды за счет сжигания различного вида топлива. Водотрубный котел является одним
Газотрубный котел
Газотрубный котел Газотрубный котел – паровой котел, в котором по стальным трубам проходят газообразные продукты сгорания топлива, а вода циркулирует в межтрубном пространстве. Газотрубный котел является одним из двух основных видов котлов, отличительной особенностью
Котел
Котел Котел – устройство, осуществляющее образование насыщенного или перегретого пара.Согласно классификации различают котлы следующих видов: 1) водотрубные котлы; суть их заключается в том, что внутри трубы находятся вода и пароводяная смесь, а дымовые газы
Котел-утилизатор
Котел-утилизатор Котел-утилизатор – котельный агрегат, использующий (т. е. утилизирующий) теплоту отходящих из печей газов или других основных и побочных продуктов различных технологических (промышленных или энергетических) процессов. Насос для котлов-утилизаторов