Ключи гаечные
Ключи гаечные
Гаечные ключи предназначены для откручивания и закручивания гаек, болтов, муфт, головок, кранов и т. п. Размер ключа выражается величиной просвета между недвижными губками. Этот просвет именуется зевом. Обычно рядом с ним на рукоятке выбиты цифры, определяющие расстояние между губками в миллиметрах. Наиболее распространены ключи с двумя зевами на концах одной рукоятки (рис. 11).
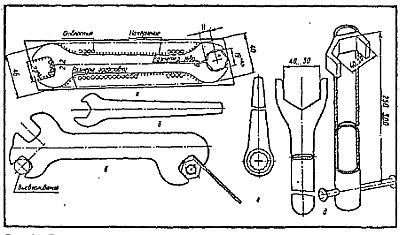
Рис. 11. Гаечные ключи:
а — с открытым зевом двусторонние; б — с открытым зевом односторонние; в — с открытым зевом трехсторонние; г — кольцевой односторонний; д — для накидной гайки смесителя типа «Елочки»
Предположим, у нас ключ с обозначением на рукоятке 19 и 22. Им можно отворачивать детали, имеющие расстояние между противоположными гранями 19 и 22 мм. Ключ следует на всю глубину зева надвинуть, скажем, на втулку сальника головки крапа. Если это не сделать, ключ может соскользнуть с граней накидной гайки, выскочить из ладони и упасть на умывальник или мойку.
Умывальник будет разбит, а в мойке возможен скол эмали.
В аварийной обстановке при отсутствии ключа нужного размера примените ключ большего размера, вложив в зазор лопатку отвертки, ножницы, нож и т. п.
Наименьшую стоимость имеют ключи односторонние с открытым зевом от 3,2 до 85 мм. Но из-за длинной рукоятки поворот такого ключа может быть ограничен. Для увеличения радиуса действия ключа у него укорачивают одну из губок. Тогда ключ можно надевать на гайку сбоку. Искусственное наращивание рукоятки повышает прилагаемую силу до значения, ведущего к поломке губок зева или их разведению. Ключ к дальнейшему применению непригоден. Ударами молотка или кувалды можно, конечно, свести губки до нужного размера, но прочность материала будет нарушена. Ключи, изготовленные из стали 40Х, 40ХФА, можно еще раз закалить в области губок.
Есть еще один путь ремонта ключей с изношенным или раздавшимся зевом. Можно наварить слой металла и довести размер зева до нужного абразивным инструментом. Такой способ пригоден для ремонта ключей с открытым зевом размером свыше 24 или 27 мм.
Долговечны кольцевые гаечные ключи. Кольцевой ключ практически не раздается, но скорее изнашивается. Правда, им можно пользоваться лишь путем надевания на гайку или болт, т. е. им невозможно открутить, например, накидные гайки гибкого шланга или стационарной душевой трубки. В сантехнике кольцевой ключ используют при отворачивании и наворачивании гаек, болтов, задвижек, чугунных сифонов и т. п. Благодаря шести- или двенадцатигранному зеву этим ключом быстрее работать.
Самостоятельно проще всего изготовить ключ с открытым зевом односторонний или двусторонний. Для примера возьмем ключ 19x22. Хорошо иметь подобный в качестве образца. Первой задачей будет найти или отрезать от стального листа заготовку с габаритными размерами на 2–3 мм большую, чем наружные размеры стороны ключа с зевом 22 мм, т. е. размеры заготовки 48–49 мм по ширине и 10 мм по толщине. Рассмотрим изготовление одного зева ключа. Для второго зева заготовку можно сузить до 42–43 мм. Причем не желательно отрезать заготовку в соответствии с конечной длиной двустороннего ключа, потому что сложнее будет выполнять, скажем, сверление при отсутствии тисков, т. е. лучше иметь заготовку длиной 220–250 мм.
Заготовку толщиной 8—11 мм, конечно, трудно отрезать ножовкой. Газовой горелкой тоже нельзя. Оплавленные края из-за повышенной твердости можно сточить лишь на заточном станке, поэтому припуски придется поднять до 4–6 мм в зависимости от точности отрезки. Проще кузнечная обработка, когда раскаленный стальной стержень расплющиванием можно довести до размеров заготовки уже всего ключа.
При наличии заготовки можно приступить к ее разметке. Если сторона заготовки неровная, опилите ее, удалив окалину, забоины и т. п. Окрасьте обработанную поверхность. Для этого примените быстросохнущие краски или лаки, или раствор медного купороса (2–3 чайные ложки на стакан воды). После высыхания на заготовку наложите образец. Хорошо бы их сжать струбциной или ручными тисками, чтобы они не сдвинулись относительно друг друга при отчерчивании. Можно обойтись и без сжатия, если на только что промазанную лаком или краской поверхность положить ключ-образец. При высыхании они слипнутся, и потом образец придется очищать.
Из стальной проволоки диаметром 5–6 мм и длиной 130–150 мм изготовьте чертилку, заточив ее на длине 30 мм. В качестве чертилки можно использовать и иглу для сшивания мешковины.
Держать ее неудобно, поэтому лучше воспользоваться чертилкой, у которой для этого специально загнут конец. При разметке левой рукой удерживайте образец, а правой ведите чертилку, наклонив в сторону движения и от образца. В месте зева риски должны быть проведены один раз. Неправильно проведенная риска должна быть закрашена.
Разъедините образец и заготовку. На расстоянии 1–2 мм от имеющихся рисок вовнутрь зева наведите контрольные риски и накерните их. Керн сначала с наклоном установите на риску, а при нанесении удара молотком выпрямите. Глубина ямок от керна 0,2–0,4 мм. Расстояние между ямками в зеве 3–4 мм, в остальных местах большее.
Особо внимательно керните первоначально проведенные риски по образцу. Зев можно высверливать сразу сверлом диаметром 18 мм. Предварительно найдите центр. При отсутствии циркуля по металлу воспользуйтесь обычным. Циркулем на картоне проведите окружность диаметром 18 мм.
Вырежьте кружок. Приложите его к закруглению контрольной риски в самой глубине зева. Обычной иголкой, проткнув центр кружка, отметьте этот центр в зеве. Снимите кружок и накерните центр. Закрепите заготовку в тисках и на вертикально-сверлильном станке просверлите отверстие. Можно для высверливания воспользоваться дрелью. Но тогда следует применять сверла диаметром 3–5 мм. Не допускайте перегрева сверла. Вынимайте его из засверленной лунки вместе с дрелью и опускайте конец сверла в банку с водой.
Перед сверлением в глубине зева проведите третью риску на расстоянии половины диаметра сверла от контрольной риски. При накернивании этой третьей риски располагайте ямки на расстоянии диаметра сверла плюс 1 мм. Сверлите строго вертикально к плоскости заготовки, сверло не должно касаться контрольной риски. Выньте заготовку из тисков и установите ее так, чтобы полотном ножовки прорезать зев по контрольным рискам до просверленных отверстий или отверстия. Оставшиеся перегородки между отверстиями прорубите узким зубилом на массивном стальном oсновании (на тисках, рельсе, плите и т. п.). Снова в тисках опилите зев плоским напильником (боковые поверхности). Полукруглый напильник примените для скругленной части зева. Всюду оставьте на окончательную обработку по 0,5 мм припуска.
Перед опиливанием можно обойтись и без зубила, вторично просверливая отверстия сверлом большего диаметра, чтобы убрать перегородку между рядом расположенными отверстиями диаметром 3–5 мм. Сдвиньте подальше от контрольной и третью разметочную риску, по которой первоначально сверлили.
После изготовления второго зева ключа с противоположной стороны заготовки, опиловки рукоятки клеймения или кернения размера 19x22 осторожно снимите оставшийся припуск в 0,5 мм.
Можно гайкой «на просвет» проверять правильность зева. Предварительно эту гайку проконтролируйте штангенциркулем на параллельность граней и на размер между ними.
Остается последняя операция — закалка. В домашних условиях нагрев губок ключа каждой стороны по отдельности можно осуществить на газу.
В обычной печи или на костре сложно нагреть части ключа от светло-вишнево-красного до светло-красного цвета, что происходит при температуре 800–900 °C. Лучше для нагрева использовать кузнечный горн или специальную печь. Ключ вынимают клещами или за заранее накрученную на рукоятку проволоку и вертикально опускают в воду губки одной стороны ключа. Вынимают и опускают до тех пор, пока губки не потемнеют. Несколько минут губки пусть находятся на воздухе. После чего опустите их в воду для полного охлаждения.
Тоже повторите и для губок противоположной стороны ключа. В момент промежуточного охлаждения губок на воздухе можно зачистить их от окалины. Если вам заранее известно, что закалить губки не удастся, то делайте их более массивными.
Иногда гайка и контргайка на одном болте находятся в таком положении, что нужен ключ с тонкими губками. Можно ли сделать хотя бы односторонний гаечный ключ без образца ключа, но при наличии гайки, которую необходимо отвернуть? Ну, скажем, для накидной гайки, крепящей настольный смеситель типа «Елочка» к мойке. Без сомнения, можно. Необходимо знать только размер между противоположными гранями или длину граней. Длина грани, например, равна половине диаметра окружности, которая определит вогнутую часть зева (рис. 11д). Разметку проведите на стальной поверхности так, как изложено выше. Ключи крупных размеров и одноразового применения можно даже аккуратно вырезать из стального листа газовой горелкой без последующей слесарной обработки. За рукоятку такого ключа беритесь в рукавице, чтобы не поранить ладони.
Гаечные разводные ключи, (рис. 12) устроены так, что можно изменять расстояние между губками. При вращении червяка 5 одна из губок 2 перемещается, что обеспечивает применение ключа для откручивания и закручивания гаек, болтов и других деталей различных размеров.
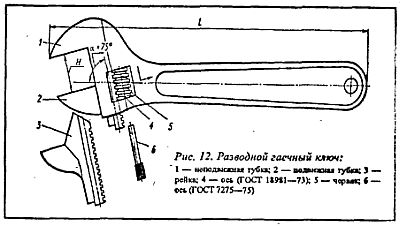
Действовать ключом следует по определенным правилам, чтобы обеспечить его долговечность. Предположим, нужно открутить гайку. Подводите к ней губки ключа и, вращая червяк, добиваетесь плотного соприкосновения губок и противоположных граней гайки. Нажимаете на рукоятку ключа только ладонью и не изо всех сил. Учтите, что разводной ключ выдерживает гораздо меньшие нагрузки, чем трубный или обычный гаечный. В трубном ключе усилие передается на специально для этого предназначенную трапецеидальную резьбу и гайку, которая захватывает несколько витков резьбы. А в разводном ключе вся нагрузка падает на три-пять зубцов рейки 3 и на соответствующие контактирующиеся места червяка. Достаточно «от души» надавить на ключ и ломаются особенно заходные части спирали червяка, деформируется его ось 6.
Червяк начинает вихлять, подвижная губка болтается. Все! Приступайте к ремонту самого ключа, если удастся. Не из любого ключа можно вывинтить ось. Погнутую ось, чтобы не повредить резьбы, правьте на доске. С выломанными местами червяка ничего не сделаете. Для уменьшения качки подвижной губки можно немного приблизить стороны направляющего желоба. Для этого неподвижную губку вложите в тиски и попробуйте сдавить стенки желоба. Можно это сделать и молотком, расположив желоб между двумя толстостенными металлическими поверхностями для равномерного распределения силы удара.
После разборки ключа проверьте прямолинейность рейки. Ее изгиб будет виден: обычно дуга направлена в сторону зубцов. Правьте рейку на алюминиевой или латунной плите, положив на нее зубцы. Ударять нужно не по губке, а по толстостенной трубке, у которой предварительно выточите канавку. Стенки этой канавки должны упереться в ровную, противоположную зубцам часть рейки. После выправки надфилем или напильником с мелкой насечкой снимите забоины.
Правка с нагревом не рекомендуется, так как у этого ключа рабочие поверхности высокого класса чистоты и слишком минимальные зазоры, хотя можно и греть и править детали ключа непосредственно на тисках, на рельсе и т. п.
Итак, есть три правила обращения с разводным ключом.
1. Деталь должна отворачиваться только под действием силы руки на рукоятку ключа, без налегания туловищем.
2. Неподвижная губка должна всегда быть обращена в наружную сторону, т. е. вы должны давить на то ребро рукоятки ключа, которое плавно переходит в нерабочую часть неподвижной губки
(Иногда и внешний вид соединения говорит о бессмысленности применения разводного ключа.)
3. Плотный захват губками ключа детали.
Для того чтобы сразу крутить червяк в нужную сторону (для охвата губками детали), нанесите керном стрелки, как показано на рис. 12. Конечно, второе правило обращения с ключом не абсолютное. Если деталь легко отворачивается, губки ключа могут вращать ее в любом положении. Сейчас используют разводные ключи, которые разделяют на шесть номеров по углу ? наклона оси червяка или рейки к продольной оси рукоятки.
Разные углы наклона оси червяка к оси рукоятки создают удобства при наличии разводных ключей хотя бы двух типов. Беда в другом. Ключи типа I и II не выпускают, а это как раз те ключи, которые можно было разобрать и потому детали по отдельности можно было ремонтировать. Ключи типа III (ГОСТ 7275—75) неразборные. С ними нужно быть особенно осторожными в работе.
Разводной ключ можно изготовить самому, ориентируясь нa типы I и II и конструкцию червяка. Угол же наклона оси червяка к продольной оси рукоятки выбирайте по своему усмотрению. Материалом может служить сталь 40 или 50. В неподвижной губке с тыльной стороны должно быть отверстие, параллельное оси червяка. Это технологическое отверстие. Через него пропиливают пазы, по которым движется рейка. Червяк и его ось следует выточить на токарном станке. Остальные детали при точной разметке и прилежании можно изготовить руками. Только чаще измеряйте в процессе опиливания габаритные размеры деталей.
Губки нагревают до температуры 800–900 °C с последующим охлаждением в воде. Такой температуре соответствуют цвета раскаленного металла от светло-вишнево-красного до светло-красного. Для снятия внутренних напряжений после закалки и повышения пластических свойств применяют отпуск при температуре 450 °C до появления синего цвета (температура 450 °C соответствует темно-серому цвету раскаленного металла, а синий цвет примерно 300 °C). Так же обрабатывают червяк.
При изготовлении ключа руководствуйтесь следующими техническими требованиями: рабочие поверхности губок должны быть чистыми и параллельными друг другу, не допускаются сколы, трещины, заусенцы; подвижная губка должна плавно скользить в направляющих при вращении червяка; перекосы при зажиме гайки ключом не допускаются. Максимальная несходимость губок не более 1 мм.
Ключи типа I и II покрывали черным лаком, типа III — оцинковывают. Наиболее применимые для сантехнических работ разводные ключи с максимальными размерами зева 30 мм. Они нужны для аппаратуры с декоративным покрытием, при установке корпуса пластмассового горизонтального поплавкового клапана и т. п. Хорошо бы еще иметь ключ № 6, выпускаемый ранее, для смесителя с цельнолитым корпусом.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Ключи трубные
Ключи трубные Такие ключи специально предназначены для монтажа и демонтажа у трубных резьбовых соединений. Поэтому их рабочие поверхности всегда зубчатые. Подвижные части ключей должны быть смазаны, а «зубы» — острыми. Сами «зубы» обязательно тоже смазывайте перед
Ключи к тестам
Ключи к тестам Тест 1. «Насколько эффективно Вы используете свое время?» Дела служебные.Обработка результатовЧисло ответов «Всегда» умножьте на 4, «Иногда» – умножьте на 2. Сложите полученный результат.81–100: Вы прекрасно управляете своим временем и держите ситуацию под