Метчики
Метчики
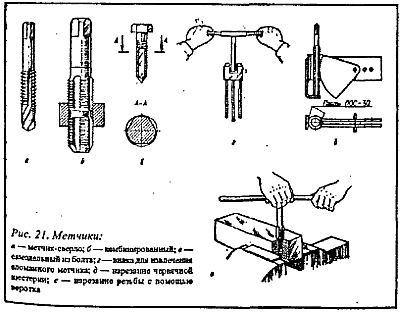
Метчиками (рис. 21) нарезают внутреннюю резьбу. При работе метчик можно закрепить в патроне за цилиндрическую часть хвостовика или в воротке — за коническую.
Перед нарезанием резьбы засверливаем отверстие. Диаметр сверла выбирают в зависимости от резьбы.
Глубина глухого отверстия под нарезку должна быть на несколько миллиметров больше, чем общая длина резьбы и сбега. Это устранит одну из причин поломки метчиков.
Для перехода от неполной к полной резьбе используется комплект из трех метчиков с разной глубиной резьбы. Каждый из этих метчиков имеет на хвостовике обозначение вида и размера резьбы. Черновой метчик, которым производят первую нарезку, клеймят цифрой I или одной полной промежуточный или средний — цифрой II или двумя рисками, третий метчик чистовой — цифрой III или тремя рисками.
При нарезании резьбы метчик следует вводить точно по оси отверстия. В противном случае получается косая резьба. Само отверстие и метчик смажьте. Все метчики комплекта имеют одни и тот же квадрат на хвостовике, что позволяет применять один вороток. Через каждые пол-оборота делайте 1/4 оборота в обратную сторону для вывода стружки. Если метчик идет слишком туго, выверните его и очистите отверстие от стружки. Приложение больших сил ведет к поломке метчика. Извлечь обломок или обломки метчика можно различными способами: если из отверстия выступает обломок, захватите его плоскогубцами или ручньми тисками и выверните; если из отверстия не выступает обломок, в канавки опустите гвозди или П-образно согнутую проволоку и выверните; попробуйте то же сделать плоскогубцами. Иногда остатки метчика разбивают пробойником.
Очень часто нет полного комплекта метчиков.
При наличии одного чернового пройдите им резьбу несколько раз, а при засверливании отверстия увеличьте его диаметр на десятые доли миллиметра. Чем больше номинальный диаметр резьбы, тем больше следует увеличить отверстие. Обильно смазанный болт с той же резьбой вверните в резьбовое отверстие и резьба готова. Такой способ особенно эффективен при нарезании резьбы в заготовках из малоуглеродистой стали и латуни.
При наличии одного промежуточного или чистового метчика также желательно несколько увеличить диаметр отверстия и нарезать резьбу вначале не на пол-оборота, а, скажем, на 1/5 оборота и сразу немного назад. Как только ощущаете слишком большое сопротивление, выворачиваете метчик и очищайте его и отверстие от стружки.
Смазывайте! Слишком злоупотреблять увеличением диаметра отверстия не следует. Это приведет к образованию неполной резьбы свыше допустимого предела. Черновой метчик имеет заборную часть в четыре нитки и снимает до 60 % металла; промежуточный — три нитки и снимает 30 % металла, давая более точную резьбу; чистовой — две нитки.
И срезает оставшиеся 10 % металла, обеспечивая полный профиль резьбы.
При отсутствии воротка для вращения метчика можно использовать гаечный ключ с соответствующим размером зева. Но гаечный ключ будет соскакивать, им сложно обеспечить вертикальное перемещение метчика по оси просверленного отверстия. Для закрепления метчика можно применить и ручные тиски. Но лучше всего самостоятельно изготовить вороток из стальной полосы.
Стальной пруток тоже пойдет, если напильником выровнять двустороннюю площадочку. Накерните центр или центры, если хотите иметь вороток для трех-четырех метчиков с разными квадратами. Просверлите отверстия, оставив припуск 1–3 мм на окончательную обработку. При этом вороток зажмите в тисках, а сверло или сверла периодически охлаждайте в воде, ибо толщина воротка в местах под квадраты метчиков должна быть не менее 5–8 мм. Из круглого отверстия выпилите квадрат квадратным напильником или надфилем.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОК