Сборка конструкций
Сборка конструкций
При монтаже днища из центральной рулонированной части и окрайков сначала собирают и заваривают кольцо окрайков, затем – центральную часть днища.
При монтаже резервуаров объемом более 20 тыс. м3 окрайки следует укладывать по радиусу более проектного на 15 мм.
По окончании сборки кольца окрайков необходимо проверить отсутствие изломов в стыках окрайков, прогибов и выпуклостей, а также горизонтальность кольца окрайков.
По окончании сборки и сварки днища фиксируется центр резервуара приваркой шайбы и на днище наносятся разбивочные оси резервуара.
При монтаже рулонированных стенок необходимо обеспечивать их устойчивость, не допускать деформирования днища и нижней кромки полотнища стенок.
Развертывание рулонов высотой 18 м производится участками длиной не более 2 м, а высотой менее 18 м – участками длиной не более 3 м.
Вертикальность стенки резервуара без верхнего кольца жесткости при развертывании необходимо контролировать через 6 м, а резервуара с кольцом жесткости – при установке каждого элемента кольца.
При монтаже резервуара с промежуточными кольцами жесткости по высоте стенки установка элементов этих колец должна опережать установку верхнего кольца на 5–7 м.
Днища резервуаров и газгольдеров из отдельных листов с окрайками собираются в два этапа: сначала окрайки, а затем центральная часть с укладкой листов полосами от центра к периферии.
Временное взаимное крепление листов до сварки обеспечивается приспособлениями, фиксирующими зазоры между кромками листов.
Стенку резервуара водонапорного бака из отдельных листов следует собирать поярусно с обеспечением ее устойчивости от ветровых нагрузок.
При монтаже покрытия колокола газгольдера не допускается размещать на нем грузы.
Приварку внешних направляющих к резервуар у газгольдера следует производить после сборки и сварки каждой направляющей.
Масса грузов для обеспечения давления газа и фактическая масса подвижных секций газгольдеров не должны расходиться с проектом более чем на 2 %.
Предельные отклонения фактических геометрических размеров и формы стальных конструкций резервуаров для нефти и нефтепродуктов, баков водонапорных башен от проектных после сборки и сварки не должны превышать значений, приведенных в табл. 3.31-3.33, а мокрых газгольдеров – в табл. 3.34.
Таблица 3.31. Предельные отклонения размеров и формы стальных конструкций
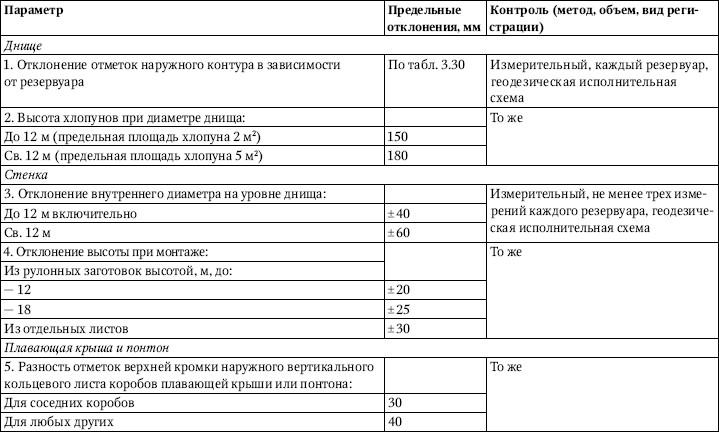
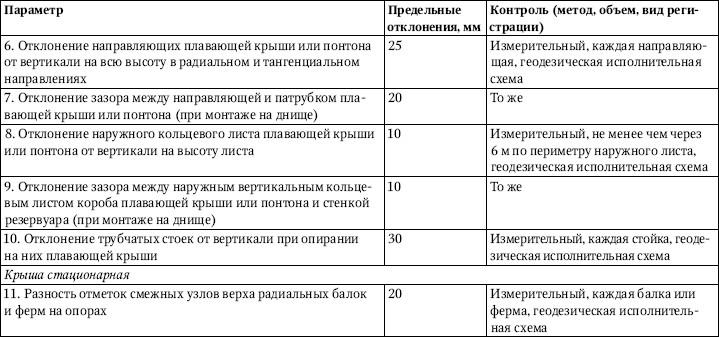
Таблица 3.32. Предельные отклонения размеров и формы наружного днища стальных резервуаров после сварки и сборки
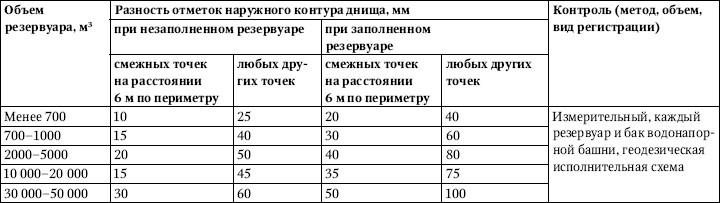
Таблица 3.33. Предельные отклонения от вертикали стенок стальных резервуаров

Примечания
1. Предельные отклонения даны для стенок из листов шириной 1,5 м. В случае применения листов другой ширины предельные отклонения образующих стенки от вертикали на уровне всех промежуточных поясов следует определять интерполяцией.
2. Измерения нужно производить для каждого пояса на расстоянии до 50 мм от верхнего горизонтального шва.
3. Отклонения надлежит проверять не реже чем через 6 м по окружности резервуара.
4. Указанные в таблице отклонения должны удовлетворять 75 % произведенных замеров по образующим. Для остальных 25 % замеров допускаются предельные отклонения на 30 % больше с учетом их местного характера. При этом зазор между стенкой резервуара и плавающей крышей или понтоном должен находиться в пределах, обеспечиваемых конструкцией затвора.
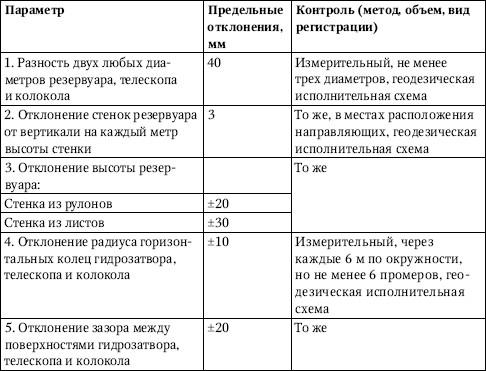
Таблица 3.34. Предельные отклонения размеров и формы мокрых газгольдеров

Сварные соединения днищ резервуаров, центральных частей плавающих крыш и понтонов проверяются на непроницаемость вакуумированием, а сварные соединения закрытых коробов плавающих крыш (понтонов) – избыточным давлением.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Сборка гнезд
Сборка гнезд Окончательно гнезда собирают после того, как в семьях выведется большая часть молодых пчел и сотов с расплодом будет немного. Основная масса старых пчел отомрет, и можно будет правильно определить силу семей (количество пчел в семье). В средней полосе обычно
Сборка изделия
Сборка изделия После раскроя разметка будет видна только на одной детали (или ее половине), поэтому необходимо ее скопировать.Для этого можно проложить копировальные стежки (рис. 45, а, б). Рис. 45. Копировальные стежки: а) деталь с разметкой; б) скопированная разметкаКогда
Сборка каркаса
Сборка каркаса Начинайте сборку каркаса на ровной площадке рядом с местом установки сауны. Между осями стоек сделайте промежуток в 60 см. Размер этого промежутка может изменяться в зависимости от устройства в стене проема и в местах примыкания к другим стенам. В любом
Сборка стен
Сборка стен Начинайте сборку стен каркасной сауны с образования одного угла. Для этого смонтируйте на цокольной обвязке одну раму. Затем проверьте ее вертикальность при помощи отвеса. После этого временно закрепите ее подкосами. Затем аналогично установите вторую раму.
Сборка и сварка монтажных соединений стальных конструкций
Сборка и сварка монтажных соединений стальных конструкций Размеры кромок и швов сварных соединений и предельные отклонения размеров сечения швов сварных соединений должны соответствовать указанным в ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76*, ГОСТ 15164-78, ГОСТ
Сборка и сварка монтажных соединений железобетонных конструкций
Сборка и сварка монтажных соединений железобетонных конструкций При выполнении сварки монтажных соединений арматурной стали разных классов способы сварки и сварочные материалы применяются в соответствии с табл. 3.56 и 3.57.Ванную или дуговую механизированную сварку
Сборка коммуникационных шахт
Сборка коммуникационных шахт Сборка коммуникационных шахт осуществляется в следующем порядке:? разметка положения ограждения шахты на полу, стене и потолке;? установка и закрепление элементов каркаса к полу, стенам и потолку;? обшивка каркаса гипсоволокнистыми листами