Сборка и сварка монтажных соединений стальных конструкций
Сборка и сварка монтажных соединений стальных конструкций
Размеры кромок и швов сварных соединений и предельные отклонения размеров сечения швов сварных соединений должны соответствовать указанным в ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 8713-79, ГОСТ 11533-75, ГОСТ 14771-76*, ГОСТ 15164-78, ГОСТ 23518-79.
Кромки свариваемых элементов в швах и поверхности шириной не менее 20 мм при ручной или механизированной дуговой сварке и не менее 50 мм при автоматизированных видах сварки, а также места примыкания начальных и выводных планок необходимо зачищать с удалением ржавчины, жиров, краски, грязи, влаги и т. п. В конструкциях из сталей с пределом текучести более 390 МПа (40 кгс/мм2), кроме того, следует зачищать места приварки и примыкающие поверхности приспособлений.
Предельные отклонения значений силы сварочного тока и напряжения на дуге при автоматизированной сварке не должны превышать ±5 %.
Число прокаленных сварочных материалов на рабочем месте не должно превышать полусменной потребности.
При сварке конструкций из сталей с пределом текучести более 390 МПа (40 кгс/мм2) электроды из прокалочной или сушильной печи необходимо использовать в течение двух часов.
Ручную и механизированную дуговую сварку конструкций следует выполнять без подогрева при температуре, указанной в табл. 3.54.
При низких температурах сварку следует производить с подогревом стали до 120–160 °C в зоне шириной 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к конструкциям из стали толщиной более 25 мм с пределом текучести 440 МПа (45 кгс/мм2) необходимо подогревать до 120–160 °C.
Автоматизированная дуговая сварка под флюсом производится без подогрева при температуре, указанной в табл. 3.55.
Таблица 3.54. Минимальная температура окружающего воздуха при ручной и механизированной дуговой сварке
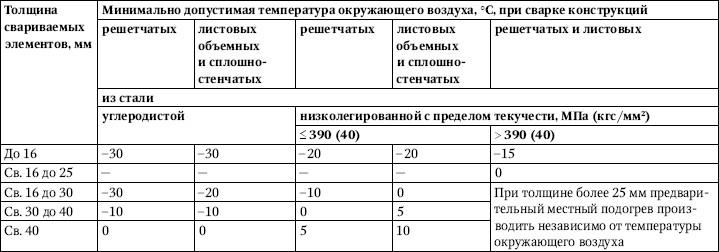
Таблица 3.55. Минимальная температура окружающего воздуха при автоматизированной дуговой сварке под флюсом

При температуре ниже указанной в табл. 3.55 этот вид сварки производится с подогревом до 120–160 °C.
Автоматизированная электрошлаковая сварка в конструкциях из низколегированных или углеродистых сталей выполняется без подогрева.
В конструкциях, возводимых в районах с температурой от -40 и до -65 °C, механизированную вышлифовку, кислородную и воздушно-дуговую поверхностную резку участков сварных швов с дефектами, а также заварку восстанавливаемого участка при температуре, указанной в табл.3.55, следует выполнять после подогрева сварного соединения до 120–160 °C.
Швы соединений листовых объемных и сплошностенчатых конструкций толщиной более 20 мм при ручной дуговой сварке выполняются способами, позволяющими уменьшить скорость охлаждения сварного соединения (секционным обратноступенчатым, секционным двойным слоем, каскадом, секционным каскадом).
При двусторонней ручной или механизированной дуговой сварке стыковых, тавровых и угловых соединений с полным проплавлением перед выполнением шва с обратной стороны необходимо удалить его корень до чистого бездефектного металла.
Форму вогнутого профиля угловых швов и плавный переход к основному металлу, а также выполнение стыковых швов без усиления следует обеспечивать подбором режимов сварки, соответствующих расположениям свариваемых элементов конструкций (при укрупнении), или механизированной зачисткой абразивным инструментом.
Начало и конец шва стыковых, угловых и тавровых соединений выводятся за пределы свариваемых элементов на начальные и выводные планки. После этого планки удаляются кислородной резкой.
Каждый последующий валик многослойного шва сварного соединения необходимо выполнять после тщательной очистки предыдущего.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
40. С кем при производстве монтажных работ согласуется использование оборудования и трубопроводов, а также технологических и строительных конструкций, для закрепления технологической и монтажной оснастки?
40. С кем при производстве монтажных работ согласуется использование оборудования и трубопроводов, а также технологических и строительных конструкций, для закрепления технологической и монтажной оснастки? a. С лицами, ответственными за их эксплуатацию.b. С их
Монтаж стальных конструкций
Монтаж стальных конструкций Общие требования При монтаже стальных конструкций запрещаются ударные воздействия на сварные конструкции из сталей:? с пределом текучести 390 МПа (40 кгс/мм2) и менее – при температуре ниже -25 °C;? с пределом текучести свыше 390 МПа (40 кгс/мм2) –
Сборка конструкций
Сборка конструкций При монтаже днища из центральной рулонированной части и окрайков сначала собирают и заваривают кольцо окрайков, затем – центральную часть днища.При монтаже резервуаров объемом более 20 тыс. м3 окрайки следует укладывать по радиусу более проектного на
Сварка монтажных соединений строительных конструкций
Сварка монтажных соединений строительных конструкций Испытания стыковых сварных соединений Механические испытания стыкового сварного соединения пробного образца для стальных конструкций следует проводить по ГОСТ 6996-66, стыкового сварного соединения арматуры
Сборка и сварка монтажных соединений железобетонных конструкций
Сборка и сварка монтажных соединений железобетонных конструкций При выполнении сварки монтажных соединений арматурной стали разных классов способы сварки и сварочные материалы применяются в соответствии с табл. 3.56 и 3.57.Ванную или дуговую механизированную сварку
Прокладка проводов и кабелей в стальных трубах
Прокладка проводов и кабелей в стальных трубах Стальные трубы должны быть гладкими внутри и иметь антикоррозионное покрытие снаружи. Трубы, прокладываемые в помещениях с химически активной средой, внутри и снаружи должны иметь антикоррозионное покрытие. В местах
Безопасное проведение монтажных работ
Безопасное проведение монтажных работ Организация работ При сборке железобетонных и стальных элементов конструкций, трубопроводов и оборудования (далее – выполнение монтажных работ) необходимо принимать меры, направленные на защиту работников от опасных
Приложение 4. Оформление обложек и страниц журнала замоноличивания монтажных стыков и узлов
Приложение 4. Оформление обложек и страниц журнала замоноличивания монтажных стыков и узлов Журнал замоноличивания монтажных
Приложение 5. Оформление обложек и страниц журнала выполнения монтажных соединений на болтах с контролируемым напряжением
Приложение 5. Оформление обложек и страниц журнала выполнения монтажных соединений на болтах с контролируемым напряжением Журнал выполнения монтажных соединений на болтах с контролируемым