Электрошлаковая сварка (ЭШС)
Электрошлаковая сварка (ЭШС)
При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Шлак представляет собой расплавленный, обладающий электропроводностью флюс. Процесс электрошлаковой сварки (рис. 6) начинается с образования шлаковой ванны (4) в пространстве между кромками основного металла (1) и формирующими устройствами (3) типа ползунов или пластин, охлаждаемыми водой, путем расплавления флюса электрической дугой, возбуждаемой между сварочной проволокой (2) и вводной планкой (6).
После накопления определенного количества жидкого шлака дуга шунтируется шлаком и гаснет, а подача проволоки и подвод тока продолжаются. При прохождении тока через расплавленный шлак, являющийся токопроводящим электролитом, в нем выделяется теплота, достаточная для поддержания высокой температуры шлака – до 2000 °C и расплавления основного металла и электродной проволоки. За счет разницы в плотности электродный металл (плотность жидкого металла значительно больше плотности компонентов шлака) опускается на дно расплава, образуя металлическую ванну (5), а расплавленный флюс находится в верхней части расплава, образуя шлаковую ванну (4).
Шлаковая ванна, находясь сверху, защищает жидкий металл от окисления воздухом.
В начальном и конечном участках образуются дефекты. В начале шва – непровар кромок, а в конце шва – усадочная раковина и неметаллические соединения.
Наиболее экономически выгодным является применение электрошлаковой сварки при изготовлении толстостенных конструкций в тяжелом машиностроении, для изготовления ковано-сварных и лито-сварных конструкций, таких как станины и детали мощных прессов и станков, коленчатые валы судовых двигателей, роторы и валы гидротурбин, котлы высокого давления.
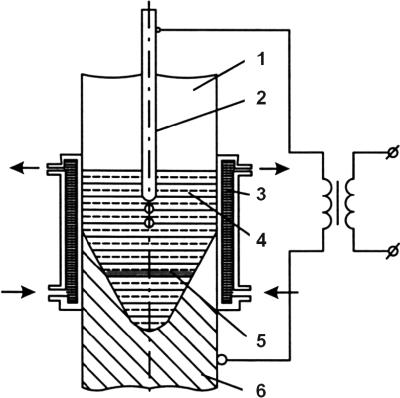
Рис. 6.
Схема процесса электрошлаковой сварки:
1 – кромки основного металла;
2 – сварочная проволока;
3 – формирующиеся устройства;
4 – шлаковая ванна;
5 – металлическая ванна;
6 – водная планка.
Технологические возможности ЭШС позволяют сваривать детали толщиной от 30–40 до 3000 мм. Для сварки используют проволоку, плавящиеся мундштуки, пластинчатые электроды, ленточные электроды. В качестве источников питания применяют специальные сварочные трансформаторы с жесткой внешней характеристикой, напряжением 30–55 В и токами от 50 А до 3000 А.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
сварка
сварка крупнокалиберный пулемет ДШК Он рассказывал… о жутких обстрелах из ДШК, огонь которого сверху напоминает звездное сияние сварочного аппарата. [2, 188] Экономим, стреляем только по «сварке». [3,
Электрошлаковая сварка (ЭШС)
Электрошлаковая сварка (ЭШС) При электрошлаковой сварке основной и электродный металлы расплавляются теплотой, выделяющейся при прохождении электрического тока через шлаковую ванну. Шлак представляет собой расплавленный, обладающий электропроводностью флюс. Процесс
Холодная точечная сварка (сварка внахлестку)
Холодная точечная сварка (сварка внахлестку) На рисунке 16 представлена схема холодной точечной сварки.Свариваемые детали (1) с тщательно зачищенной поверхностью в месте соединения помещают между пуансонами (2), имеющими выступы (3). При сжатии пуансонов усилием Р выступы
Электрошлаковая сварка
Электрошлаковая сварка Электрошлаковой сваркой называется сварка плавлением, при которой для нагрева металла используется теплота, выделяющаяся при прохождении электрического тока через расплавленный электропроводный шлак. Это самый высокопроизводительный способ
Сварка и соединения
Сварка и соединения Сварку оцинкованных стальных труб следует осуществлять самозащитной проволокой диаметром 0,8–1,2 мм или электродами диаметром не более 3 мм с рутиловым или фтористо-кальциевым покрытием.Соединение оцинкованных стальных деталей следует выполнять при