Сварочные трансформаторы
Сварочные трансформаторы
Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не связанных между собой обмоток провода.
Сварочные трансформаторы являются специальными понижающими трансформаторами, имеющими требуемую внешнюю характеристику, обеспечивающими питание сварочной дуги и регулирование сварочного тока.
Как правило, сварочные трансформаторы имеют падающую характеристику. Их используют для ручной дуговой и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
Регулирование сварочного тока и создание нужной внешней характеристики в сварочных трансформаторах обеспечиваются за счет индуктивного сопротивления, путем изменения магнитных потоков рассеяния. В зависимости от способа создания в цепи дуги индуктивного сопротивления сварочные трансформаторы делят на две группы: с нормальным магнитным рассеянием и реактивной катушкой – дросселем; с увеличенным магнитным рассеянием.
В трансформаторах с нормальным магнитным рассеянием первичная и вторичная обмотки расположены на стержне магнитопровода концентрично, за счет чего магнитные потоки рассеяния сведены к минимуму. Для получения необходимой индуктивности в цепь дуги последовательно со вторичной обмоткой включают дополнительную реактивную катушку. В настоящее время применяют трансформаторы с совмещенной реактивной катушкой, располагаемой на общем магнитопроводе с обмотками трансформатора. При этом реактивная катушка имеет с ними как электромагнитную, так и электрическую связь.
Трансформаторы с нормальным магнитным рассеянием в настоящее время менее распространены. В качестве примера трансформатора с нормальным магнитным рассеянием для автоматической сварки под флюсом можно привести трансформатор ТСД–1000–4, имеющий дистанционное управление.
Трансформаторы с увеличенным магнитным рассеянием относятся к стержневому типу. В них первичная и вторичная обмотки разнесены по высоте магнитопровода и имеют только электромагнитную связь. При прохождении тока по обмоткам катушек возникают магнитные потоки, основная часть которых замыкается по сердечнику магнитопровода. Другая часть их замыкается по воздуху, создавая потоки рассеяния, наводящие в трансформаторе реактивную э.д.с. Она определяет его индуктивное сопротивление, обеспечивающее создание падающей вольт-амперной характеристики.
Сварочные трансформаторы с увеличенным магнитным рассеянием существуют трех типов: с раздвижными катушками, с подвижными магнитными шунтами, с управляемыми магнитными шунтами. В настоящее время трансформаторы с увеличенным магнитным рассеянием распространены более широко.
Трансформаторы с раздвижными катушками состоят из магнитопровода и двух обмоток, из которых первичная закреплена неподвижно, а вторичная является подвижной. Регулирование сварочного тока осуществляется изменением расстояния между ними. При удалении вторичной катушки от первичной увеличивается магнитный поток рассеяния и уменьшаются магнитная связь между обмотками и сварочный ток. При сближении катушек уменьшается индуктивное сопротивление, что приводит к увеличению сварочного тока.
По этому принципу работают сварочные трансформаторы типа ТД, ТДМ. Трансформаторы этих типов наиболее часто используют для ручной дуговой сварки.
Сварочные трансформаторы подразделяют на группы:
• по количеству одновременно подключенных постов – однопостовые, предназначенные для питания одной сварочной дуги, и многопостовые, питающие одновременно несколько сварочных дуг;
• по способу установки – стационарные, устанавливаемые неподвижно на фундаментах, и передвижные, монтируемые на тележках;
• по роду двигателей, приводящих генератор во вращение, – машины с электрическим приводом и машины с двигателем внутреннего сгорания (бензиновым или дизельным);
• по способу выполнения – однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус, и раздельные, в которых генератор и двигатель установлены в единой рамке, а привод осуществляется через специальную соединительную муфту.
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания.
Сварочные генераторы изготовляют по электромагнитным схемам, которые обеспечивают падающую внешнюю характеристику и ограничение тока короткого замыкания. Внешняя вольт-амперная характеристика I показывает зависимость между напряжением и током на клеммах сварочной цепи генератора (рис. 48). Для устойчивости горения сварочной дуги характеристика генератора I должна пересекать характеристику дуги III. Возбуждение дуги осуществляется при соприкосновении электрода и изделия. При этом напряжение изменяется от точки 1 к точке 2. При возникновении и устойчивом горении сварочной дуги ее характеристика смещается с положения II и занимает положение III, а напряжение возрастает до значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания не должен превышать сварочный ток более чем в 1,5 раза.
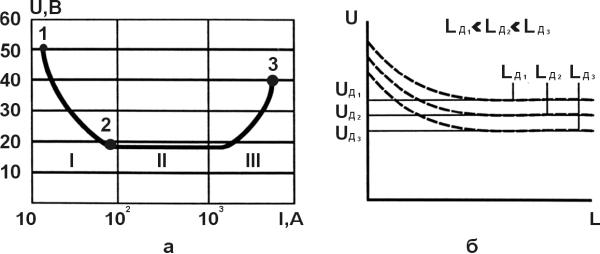
РИС. 48. Статистическая вольт-амперная характеристика дуги (а) и зависимость напряжения Uд от ее длины Lд (б)
Наибольшее распространение получили однопостовые генераторы с расщепленными полюсами и генераторы с размагничивающей последовательной обмоткой. Генераторы с расщепленными полюсами работают по принципу использования магнитного потока якоря для получения падающей внешней характеристики.
Генератор (рис. 49) имеет четыре основных и два дополнительных полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: регулируемую и нерегулируемую.
Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая помещена только на поперечных полюсах генератора. В цепь регулируемой обмотки возбуждения включен реостат. По нейтральной линии симметрии О—О между разноименными полюсами на коллекторе генератора расположены основные щетки, к которым подключается сварочная цепь. Дополнительная щетка служит для питания обмоток возбуждения.
Сварочный ток регулируют в два приема – грубо и точно.
Грубое регулирование производят смещением щеточной траверсы, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и сварочный ток уменьшается. При обратном сдвиге размагничивающее действие уменьшается и сварочный ток увеличивается. Таким образом устанавливают интервалы больших и малых токов.
Плавное точное регулирование тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом ток возбуждения в обмотке поперечных полюсов, изменяют магнитный поток и тем самым изменяют напряжение генератора и сварочный ток.
В генераторах с расщепленными полюсами поздних выпусков регулирование сварочного тока производится изменением числа витков секционированных обмоток полюсов генератора и реостатом, включенным в цепь обмотки возбуждения.
Реостат устанавливается на корпусе генератора и имеет шкалу с делениями. По такой схеме работают генераторы СГ–300М–1, используемые в преобразователях ПС–300М–1.

Рис. 49. Принципиальная схема сварочного генератора:
а – с независимым возбуждением и размагничивающей последовательной обмоткой; б – с самовозбуждением и размагничивающей последовательной обмоткой; Г – генератор; Р – реостат; НО – намагничивающая обмотка; РО – размагничивающая обмотка
Генератор с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь, имеет две обмотки: обмотку возбуждения и размагничивающую последовательную обмотку.
Обмотка возбуждения питается либо от основной и дополнительной щеток, либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель).
Магнитный поток Фн, создаваемый этой обмоткой, постоянен и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фр, направленный против потока Фн. Следовательно, э.д.с. генератора будет индуцироваться результирующим магнитным потоком Фн—Фр.
С увеличением сварочного тока магнитный поток Фр возрастает, а результирующий магнитный поток Фн—Фр уменьшается. Как следствие, уменьшается индуцируемая э.д.с. генератора. Таким образом, размагничивающее действие обмотки обеспечивает получение падающей внешней характеристики генератора.
Сварочный ток регулируют переключением витков подовательной обмотки (грубая регулировка – два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО–120, ГСО–300, ГСО–500, ГС–500 и др.
Сварочный трансформатор типа ПСО–500 состоит из генератора ГСО–500 и трехфазного асинхронного электродвигателя АВ–72–4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Трансформатор предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом.
Грубое регулирование сварочного тока производят переключением секционированной последовательной обмотки генератора. Для этого на клеммовую доску генератора выведены один отрицательный и два положительных контакта.
Если необходим сварочный ток в пределах 120–350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам.
При работе на токах 350–600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно регулируют сварочный ток реостатом, включенным в цепь обмотки независимого возбуждения.
Реостат расположен на корпусе машины и имеет маховик с токоуказателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд до 350 А и наружный ряд до 600 А.
Для выполнения сварочных работ при отсутствии электроэнергии применяют подвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания.
Сварочный агрегат типа ПАС–400–VIII состоит из генератора СГП–3–VI и двигателя внутреннего сгорания ЗИЛ–120 или ЗИЛ–164. Генератор работает по схеме с размагничивающей последовательной обмоткой. Регулирование тока производят реостатом цепи основной обмотки возбуждения.
Двигатель сварочного агрегата специально переоборудован для режима длительной стационарной работы. Он имеет автоматический центробежный регулятор скорости вращения, ручное регулирование для работы при малых скоростях, автоматическое выключение зажигания при внезапном увеличении скорости.
Сварочный агрегат смонтирован на жесткой металлической раме с катками для перемещения. Наличие крыши и боковых металлических штор, защищающих от атмосферных осадков, позволяет работать на открытом воздухе.
Для сварки в защитных газах, а также для полуавтоматической и автоматической сварок применяют генераторы с жесткой или возрастающей внешней характеристикой. Такие генераторы имеют обмотки независимого возбуждения и подмагничивающую последовательную обмотку. При холостом ходе э.д.с. генератора наводится магнитным потоком, который создается обмоткой независимого возбуждения. При рабочем режиме сварочный ток, проходя через последовательную обмотку, создает магнитный поток, совпадающий по направлению с магнитным потоком обмотки независимого возбуждения. Тем самым обеспечивается жесткая или возрастающая вольт-амперная характеристика.
Трансформатор такого типа ПСГ–350 состоит из сварочного генератора постоянного тока ГСГ–350 и трехфазного асинхронного электродвигателя АВ–61–2 мощностью 14 кВт. Генератор имеет обмотку независимого возбуждения и подмагничивающую последовательную обмотку. Обмотка независимого возбуждения питается от внешней сети через селеновые выпрямители и стабилизатор, который исключает влияние колебания напряжения в сети на ток возбуждения.
Таблица 5
Технические характеристики генераторов постоянного тока
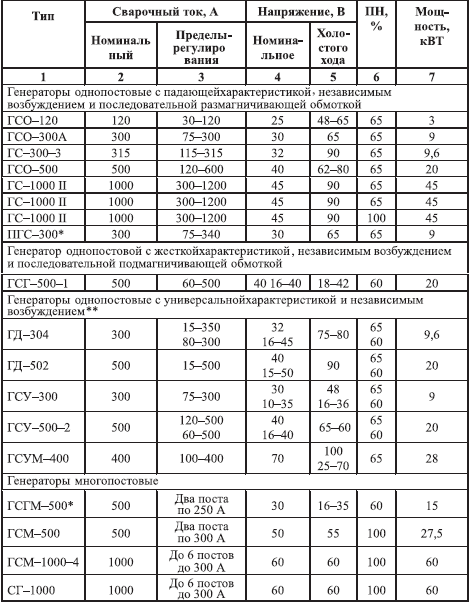
* Генератор имеет независимое возбуждение от дополнительного источника питания.
** Значения параметров в числителе при падающих, в знаменателе при жестких характеристиках.
Таблица 6
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
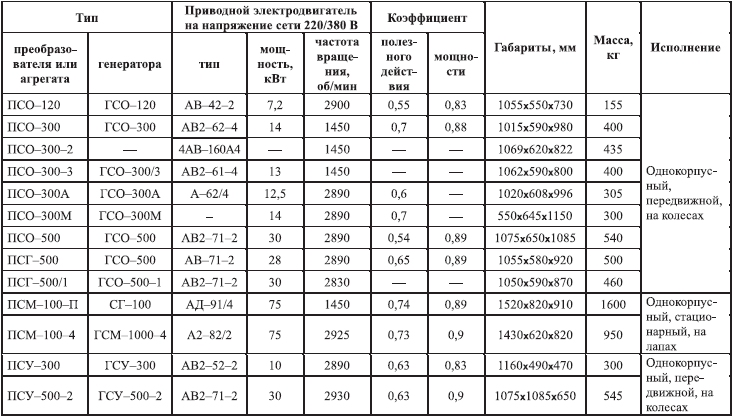
Таблица 7
Технические характеристики сварочных агрегатов с бензиновыми и дизельными двигателями
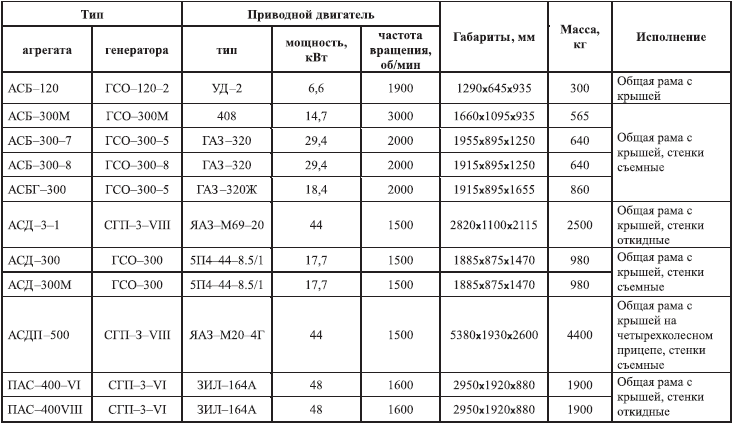
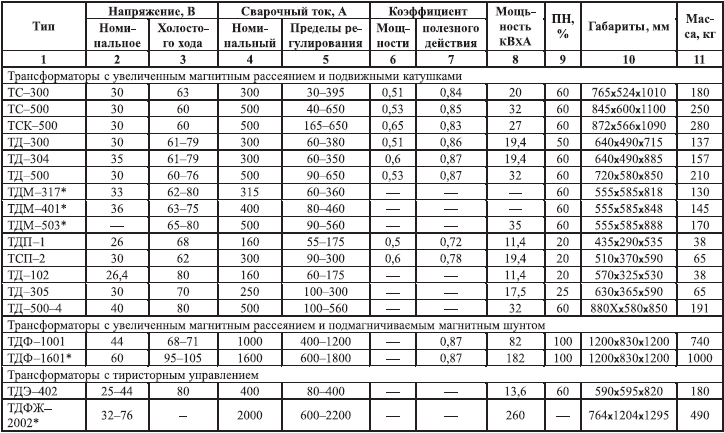
Таблица 8
Технические характеристики сварочных транформаторов
Последовательная обмотка разделена на две секции: при включении в сварочную цепь части витков генератор работает в режиме жесткой характеристики, а при использовании всех витков обмотки генератор дает возрастающую внешнюю характеристику. Генератор и двигатель размещены в общем корпусе и смонтированы на тележке.

Рис. 50. Сварочный трансформатор
При работе на строительной площадке или заводе нескольких сварочных постов, расположенных недалеко друг от друга, применяют многопостовые сварочные трансформаторы.
Внешняя характеристика многопостового генератора должна быть жесткой, т. е. независимо от количества работающих постов напряжение генератора должно быть постоянным. Для получения постоянного напряжения многопостовой генератор имеет параллельную обмотку возбуждения и последовательную обмотку, создающую магнитный поток того же направления.
Применение многопостовых сварочных трансформаторов позволяет значительно уменьшить площади под сварочное оборудование, сократить расходы на ремонт, уход и обслуживание.
Однако к.п.д. сварочного поста значительно ниже, чем при однопостовом преобразователе, вследствие больших потерь мощности в балластных реостатах. Если мощность одного генератора недостаточна для работы сварочного поста, то включают параллельно два сварочных агрегата.
При параллельном включении генераторов необходимо соблюдать следующие условия:
• генераторы должны быть одинаковыми по типу и внешним характеристикам;
• до включения необходимо отрегулировать генераторы на одинаковое напряжение холостого хода;
• после включения в работу следует с помощью регулирующих устройств установить по амперметру одинаковую нагрузку генераторов. При неодинаковой нагрузке напряжение одного генератора будет выше другого и генератор с низким напряжением, питаемый током второго генератора, будет работать как двигатель. Это приведет к размагничиванию полюсов генератора и выходу его из строя. Поэтому следует постоянно следить за показаниями амперметров и при необходимости отрегулировать равномерность нагрузок генераторов. Для уравнивания напряжения параллельно работающих генераторов с падающими внешними характеристиками применяют перекрестное питание их цепей возбуждения: обмотки возбуждения одного генератора питаются от щеток якоря другого генератора. Для этой цели генераторы имеют уравнительные контакты, которые надо при параллельной работе соединить между собой;
• при параллельном включении многопостовых генераторов типа ПСМ–1000 необходимо клеммы на щитках генераторов ГС–1000, обозначенные буквой У (уравнительный), соединить между собой уравнительным проводом. Этим проводом последовательные обмотки генераторов соединяются параллельно, и таким образом исключаются колебания в распределении нагрузки между генераторами.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные выпрямители
Сварочные выпрямители Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя,
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
6-й комментарий — трансформаторы и борьба патентов
6-й комментарий — трансформаторы и борьба патентов Судьба изобретений Голарда и фирмы Ганц оказалась различной. В Америке привилегию на изобретение Голарда приобрело общество Вестингауза, которое активно взялось за дело, т. к. занималось переменным электроснабжением.
5.3. Трансформаторы и автотрансформаторы
5.3. Трансформаторы и автотрансформаторы 5.3.1. Основные определения и обозначения Трансформаторы предназначены для преобразования посредством электромагнитной индукции одной или нескольких систем переменного тока в одну или несколько других систем переменного тока.
5.3.5. Трансформаторы с расщепленными обмотками
5.3.5. Трансформаторы с расщепленными обмотками Трансформаторы с расщепленными обмотками — трансформаторы, у которых одна из обмоток разделяется на две или большее число гальванически не связанных частей. Суммарная номинальная мощность этих трансформаторов равна
5.3.10. Трансформаторы со сниженным уровнем изоляции
5.3.10. Трансформаторы со сниженным уровнем изоляции Снижение уровня изоляции является важным фактором повышения технико-экономических показателей трансформаторов, позволяющим уменьшить потери холостого хода и полную массу трансформатора.В последние годы на Московском
5.3.11. Кабельные трансформаторы
5.3.11. Кабельные трансформаторы В настоящее время за рубежом широкое применение в распределительных сетях 10–20 кВ и на напряжении 110–500 кВ получили кабели с изоляцией из СПЭ. Одновременно с этим разработаны сухие трансформаторы с использованием поперечносшитого
7.4.2. Трансформаторы
7.4.2. Трансформаторы Показатели стоимости ячейки трансформатора (АТ) учитывают установленное оборудование (трансформатор, кабельное хозяйство в пределах ячейки и до панелей в ОПУ, а также панели управления, защиты и автоматики, установленные в ОПУ, относящиеся к ячейке,