Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы
Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов (амперметра, вольтметра и расходомера газа) (рис. 92).
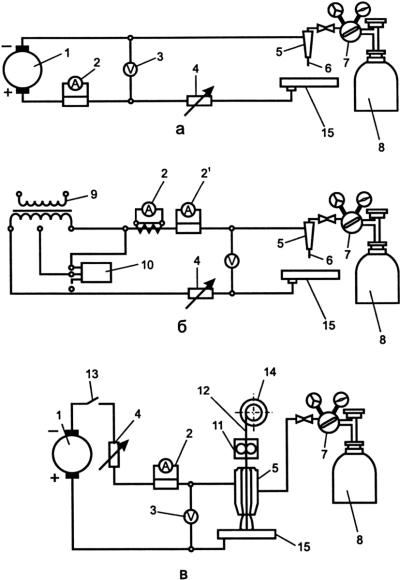
Рис. 92. Электрическая и газовая схемы сварки в защитных газах:
а – неплавящимся электродом в инертных газах на постоянном токе прямой полярности; б – то же на переменном токе; в – плавящимся электродом на постоянном токе обратной полярности; 1 – сварочный преобразователь; 2 – амперметр; 3 – вольтметр; 4 – балластный реостат; 5 – горелка; 6 – вольфрамовый электрод; 7 – редуктор-расходомер для защитного газа; 8 – баллон с защитным газом; 9 – сварочный трансформатор; 10 – осциллятор; 11 – механизм подачи проволоки; 12 – плавящаяся сварочная проволока; 13 – контактор; 14 – катушка с проволокой; 15 – изделие
Источником питания дуги служат сварочные генераторы постоянного тока с жесткой или пологопадающей внешней характеристикой. Для регулирования и получения малых значений сварочного тока и повышения устойчивости горения дуги в сварочную цепь включают балластные реостаты.
Используются газоэлектрические горелки различной конструкции. Наибольшее применение получила горелка типа ЭЗР. Выпускаются горелки типов ЭЗР–66 для сварки током до 150 А, ЭЗР–4–68 – до 500 А и ЭЗР–5–71 – до 80 А.
Электрододержатель типа ЭЗР–3–66 состоит из корпуса, сменного наконечника, рукоятки с устройством включения подачи газа и газо-токоподводящего кабеля. Диаметр сопла сменных наконечников 8 и 10 мм. Они позволяют использовать электроды диаметром 1,5, 2 и 3 мм, рассчитанные на сварочные токи до 150 А. Расход аргона составляет 120–360 л/ч. Масса горелки с газо-токопроводящим кабелем около 3 кг.
Для сварки при больших сварочных токах (до 450 А) применяют также горелки типов АР–10–3 (большая), АР–75, АР–9, снабженные системой водяного охлаждения.
Установка для ручной сварки переменным током состоит из источника питания дуги, осциллятора, балластного реостата, газоэлектрической горелки, баллона с газом, редуктора и контрольных приборов.
Источники питания должны иметь повышенное вторичное напряжение, чтобы обеспечить устойчивое горение дуги. Для этого в сварочную цепь включают два сварочных трансформатора с последовательно включенными вторичными обмотками или применяют трансформатор типа ТСДА с повышенным вторичным напряжением холостого хода.
Осциллятор обеспечивает быстрое и легкое возбуждение и устойчивое горение дуги. Применяют газоэлектрические горелки типов ГРАД–200 и ГРАД–400, отличающиеся легкостью.
Горелка ГРАД–200 массой 0,2 кг допускает сварочные токи до 200 А, а горелка ГРАД–400 массой 0,4 кг – до 400 А.
Применяются установки УДАР–300 и УДАР–500 (номинальный сварочный ток 300 и 500 А). Взамен этих установок выпускаются установки типов УДГ–301 и УДГ–501. Установки типов УДГ–301 и УДГ–501 применяют для сварки сплавов легких металлов в аргоне. Такие установки имеют однофазный силовой трансформатор с неподвижным подмагничиваемым шунтом. Сердечник шунта с обмоткой, питаемой постоянным током, расположен перпендикулярно стержням трансформатора, на которых находятся секции первичной и вторичной обмоток. Два диапазона регулирования сварочного тока получают при параллельном соединении секций обмоток – большие токи и при их последовательном соединении – малые токи. В пределах каждого диапазона плавное регулирование тока осуществляют подмагничиванием шунта, изменяя ток, питающий его обмотку.
Полуавтоматическая сварка неплавящимся электродом производится шланговым полуавтоматом типа ПШВ–1, состоящим из сопла, вольфрамового электрода, корпуса, сварочной проволоки рукоятки, механизма подачи сварочной проволоки. ПШВ–1 предназначен для сварки металлов толщиной 0,5–5 мм. Полуавтомат снабжен электродвигателем, который через редуктор и гибкий вал, проходящий по шлангу, приводит во вращение ролики, расположенные на газоэлектрической горелке. Ролики протягивают по шлангу присадочную проволоку и подают ее в зону дуги. Скорость подачи проволоки диаметром 1–2 мм устанавливается в пределах 5–60 м/ч.
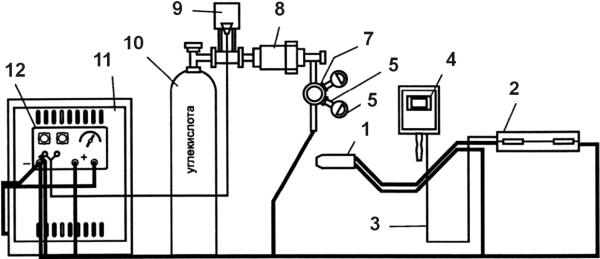
Рис. 93.
Схема поста полуавтоматической сварки тонкой электродной проволокой в углекислом газе:
1 – держатель; 2 – подающий механизм; 3 – кнопка включения; 4– защитный щиток; 5 – манометр на 6 атмосфер; 6 – переходной штуцер для установки манометра; 7 – редуктор кислородный с манометром высокого давления; 8 – осушитель газа; 9 – подогреватель газа; 10 – баллон с углекислым газом; 11 – сварочный выпрямитель; 12 – пульт управления
Сварку осуществляют постоянным или переменным током с включением в сварочную цепь осциллятора. Полуавтомат позволяет выполнять сварку во всех пространственных положениях шва. Полуавтоматическая сварка плавящимся электродом производится с помощью полуавтоматов типов ПШПА–6, ПШПА–7 и ПШП–9. Первые два типа предназначены для сварки электродной проволокой диаметром 1,6–2,5 мм при сварочном токе до 300 А, а последний тип – для сварки малых толщин проволокой диаметром 0,5–1,2 мм при сварочных токах до 180 А.
Комплект полуавтомата состоит из переносного пульта управления, механизма подачи электродной проволоки с кассетой и газоэлектрической горелки в виде пистолета. Электродная проволока вытягивается из кассеты по шлангу роликами, расположенными в пистолете. Ролики вращаются электродвигателем через редуктор с помощью гибкого привода. Пистолет полуавтомата ПШПА–7 предназначен для сварки многослойных швов деталей из алюминия, магния и их сплавов с толщиной кромки до 100–150 мм. Для предохранения от нагрева пистолет имеет водяное охлаждение. Пистолет состоит из сопла, механизма подачи проволоки, шланга для подачи проволоки, шланга для подвода аргона, проводов управления, рукоятки.
Для сварки в монтажных условиях рекомендуется ранцевый полуавтомат типа ПДГ–304, имеющий ремни для крепления на спине сварщика. Источником питания служит выпрямитель типа ВДГ–301. Сварочный ток – 315 А, диаметр сварочной проволоки 0,8–2,0 мм, скорость подачи проволоки 0,05–0,2 м/с. Масса механизма полуавтомата ПДГ–304–7 кг. Автоматическая сварка может производиться неплавящимся и плавящимся электродами.
Автомат типа УДПГ–300 служит для сварки в защитном газе. В его комплект входят: сварочная головка, механизм подачи проволоки, электродная проволока, кассета с электродной проволокой, кнопка управления, электродвигатель механизма подачи.
Применяются специализированные сварочные тракторы типа АДСП–2 для сварки черных и цветных металлов толщиной 0,8 мм и более.
Автоматы типа АТВ предназначены для сварки труб различного диаметра неплавящимся вольфрамовым электродом и присадочной проволокой диаметром 1,6–2,0 мм.
Сварка в углекислом газе производится полуавтоматическими и автоматическими аппаратами. Полуавтоматическая установка состоит из сварочного преобразователя постоянного тока, газоэлектрической горелки, механизма подачи электродной проволоки, аппаратного шкафа, баллона с углекислым газом, осушителя, подогревателя, редуктора и расходомера. Применяют сварочные преобразователи типов ПСГ–350 или ПСГ–500–2.
Газоэлектрические горелки служат для подвода газа и подачи электродной проволоки в зону дуги и для подвода сварочного тока к электродной проволоке. Они выпускаются различных типов для малых сварочных токов (до 300 А) и для сварки на больших токах (до 1000 А). Последние снабжены водяным охлаждением.
Механизм подачи электродной проволоки используется от полуавтоматов типов ПШПА–6, ПШПА–7. Подача электродной проволоки производится с постоянной скоростью независимо от напряжения дуги.
Аппаратный шкаф содержит электрооборудование, необходимое для подвода сварочного тока и тока цепей управления к соответствующей аппаратуре установки.
Осушитель газа типа РОК–1, начиненный обезвоженным медным купоросом, применяют для удаления влаги из углекислого газа.
Подогреватель с электронагревательным элементом служит для подогрева углекислоты. Это необходимо для предупреждения замерзания редуктора, которое может произойти от понижения температуры газа при редуцировании.
Очень широкое применение получил полуавтомат типа А–547УМ (ПДГ–309), предназначенный для сварки листового материала толщиной до 3 мм во всех пространственных положениях электродной проволокой диаметром 0,8–1,2 мм с постоянным током обратной полярности. Источниками питания дуги являются выпрямители типа ВС–300Б или ВДГ–301. Сварочный ток устанавливается в пределах 60–300 А. Механизм подачи электродной проволоки вмонтирован в чемоданчик и состоит из электродвигателя постоянного тока, роликов и катушки с проволокой. Реостат, включенный в обмотку двигателя, позволяет плавно изменять скорость вращения электродвигателя и тем самым изменять скорость подачи электродной проволоки в пределах 100–340 м/ч. Электродная проволока применяется марок Св–12ГС, Св–08ГС и Св–08Г2С.
Для автоматической сварки применяют специальные сварочные аппараты типов АДПГ–500, АСУ–6 или сварочные тракторы типов АДС–1000–2, ТС–17М, переоборудованные для сварки в углекислом газе.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКДанный текст является ознакомительным фрагментом.
Читайте также
2 Игровые автоматы
2 Игровые автоматы Азарт – это особого рода неконтролируемое разумом эмоционально-психологическое состояние, когда человек теряет чувство реальности, забывается, входит в состояние горячности, безудержных страстей, грозящих человеку не только тем или иным
ТАНКИ И АВТОМАТЫ НА СЛУЖБЕ БАНДИТОВ
ТАНКИ И АВТОМАТЫ НА СЛУЖБЕ БАНДИТОВ Бандитизм непосредственно связан с незаконным производством оружия и торговлей им. Бандиты с каждым годом вооружаются все «круче». Ярким примером этому служит «танковое дело» в Нижнем Тагиле.Новейший боевой танк «Т-90», только что с
Автоматы
Автоматы Куклы-автоматы появились очень давно. Их знали и в Древнем Египте, и в Древнем Риме. Они возникли из магических обрядов древности. Считалось, что первые автоматы изобрели боги. Одним из таких «изобретателей» был древнегреческий бог Вулкан. Эту историю рассказал
Сварочные трансформаторы
Сварочные трансформаторы Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные выпрямители
Сварочные выпрямители Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
Автоматы Красной армии
Автоматы Красной армии У нас разработка отечественных пистолетов–пулеметов, прозванных, как уже говорилось, автоматами, началась в середине 20–х годов XX века. Сначала за их разработку взялся знаменитый наш оружейник В. Г. Федоров. Но самым массовым оружием этого типа,
Мошенники-автоматы
Мошенники-автоматы Когда мы произносим слово «мошенник», то представляем себе человека с вороватым взглядом, залезающего в карман, или цыганку, предлагающую погадать. Но не всегда мошенники живые люди, ими могут быть и игровые автоматы.Игровые автоматы появились в 1895
ТЕЛЕФОНЫ-АВТОМАТЫ
ТЕЛЕФОНЫ-АВТОМАТЫ Когда вам нужно позвонить, будьте вежливы. Коротая время в ожидании, например, встречи с приятельницей, не стоит запасаться пригоршней двадцатипятицентовиков и вести долгие беседы, особенно если кто-то ждет своей очереди, чтобы воспользоваться