III. ОБОРУДОВАНИЕ ДЛЯ ЗАМОЧНОГО ПРОИЗВОДСТВА
III. ОБОРУДОВАНИЕ ДЛЯ ЗАМОЧНОГО ПРОИЗВОДСТВА
1. ПРЕССЫ
Основным оборудованием в производстве замочных изделий являются прессы: эксцентриковые, кривошипные, фрикционные или ручные винтовые.
Кроме того, для изготовления мелких деталей (точёных) пользуются револьверными и токарными станками. Всё прочее оборудование (ножницы для резки металла, шлифовальные станки и т. д.) в замочном производстве является подсобным.
При выборе пресса необходимо учитывать: 1) требуемое давление, 2) производительность, 3) размеры инструмента и площадь стола, 4) величину хода ползуна, 5) расстояние между столом и ползуном в верхнем и нижнем положениях, 6) способ работы (непрерывный или с перерывами).
Эксцентриковые и кривошипные прессы. В этих прессах на валу свободно сидит маховик, приводимый во вращение от привода. При помощи муфты маховик сцепляют с валом и заставляют его вращаться. При вращении вала пресса шатун, благодаря вращению эксцентриковой втулки (в эксцентриковом прессе) или коленчатого вала (в кривошипном прессе), двигается вверх и вниз. Вместе с шатуном перемещается ползун, к которому прикрепляют пуансон штампа. При выключении муфты вал перестаёт вращаться, так как маховик выходит из зацепления с валом и вращается на нём свободно. Конструкция сцепляющей муфты обычно такова, что выключение пресса, т. е. освобождение маховика, происходит в тот момент, когда ползун пресса находится в верхнем положении.
Существует много различных конструкций включающих муфт. В качестве одной из наиболее удачных, часто встречающихся конструкций, можно указать пусковой механизм с поворотной шпонкой (рис. 20).
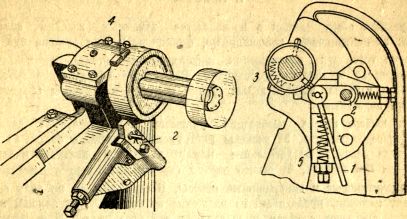
Рис. 20. Пусковой механизм пресса с поворотной шпонкой.
Механизм подобного типа включается при нажатии педали и выключается только тогда, когда педаль будет отпущена. Пока педаль нажата, пресс работает.
Нажимая на педаль, посредством тяги (1) оттягивают вниз собачку (2) сцепного механизма, вследствие чего освобождается пружина (3) упорного кулачка (4) поворотной шпонки. Под действием пружины (5) полукруглая поворотная шпонка, заделанная заподлицо с рабочим валом, поворачивается в своём седле и почти мгновенно сцепляет маховик с валом. При освобождении педали собачка (2), приподнятая вверх пружиной (5), встречает упорный кулачок (4) в поворотной шпонке. Вследствие этого собачка поворачивает шпонку и прерывает сцепление вала с маховиком. При освобождении педали, как только ползун начнёт двигаться, возможен только один удар, после которого ползун остановится в верхнем положении.
На рис. 21 изображён эксцентриковый пресс, состоящий из следующих основных деталей: (1) — тормоз, (2) — вал, (3) — подшипники вала. (4) — станина, (5) — направляющие, (6), — ползун, (7) — тяга, (8) — стол, (9) — штифт, (10) — педаль, (11) — шатун, (12) — маховик, (13) — пружина.
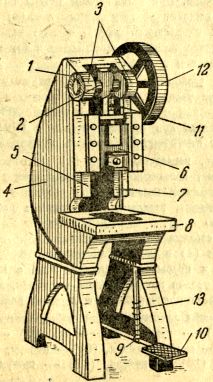
Рис. 21. Эксцентриковый пресс.
Фрикционный пресс состоит из массивной пустотелой станины с установленной в верхней её части гайкой, в которую ввинчивается винт с прямоугольной резьбой.
На верхний конец винта насажен маховик, а на нижнем укреплён ползун, к которому прикрепляют пуансон штампа. Ползун движется между двумя направляющими. Чтобы избежать перекоса винта, помещённую ниже маховика поперечину соединяют двумя тягами с верхней частью ползуна. Но бокам станины прикреплены стойки, несущие подшипники горизонтального вала. Между стойками на валу насажены два вертикальных диска. Вал можно передвигать влево и вправо при помощи муфты и рычагов, соединённых с рукояткой для включения. Для перемещения ползуна в одну сторону к маховику придвигают один диск, а в обратную — другой диск. Диски приходят во вращение вследствие трения их об обод маховика. Чтобы увеличить силу трения маховика с дисками, обод маховика обтягивают ремнём.
На фрикционных прессах можно штамповать, вырезать, вытягивать и гнуть детали замков.
Винтовые прессы бывают различных конструкций и разной силы давления. Небольшие прессы обычно применяют для изгибания и вырезывания небольших деталей. Такие прессы бывают ручные. Более мощные винтовые прессы с фрикционной передачей приводятся в движение либо от общей трансмиссии, либо от отдельного электромотора.
Ручные винтовые прессы, широко распространённые на предприятиях промкооперации, легко применить для массового производства мелких штампованных деталей замков. Эти прессы особенно удобны в тех случаях, когда все операции нельзя выполнить при помощи одного штампа. Тогда заготовку последовательно обрабатывают на ряде ручных винтовых прессов, причём каждый из них выполняет одну операцию.
Простота устройства ручного винтового пресса, небольшая площадь, занимаемая им, а также относительная дешевизна по сравнению с эксцентриковым прессом той же мощности делают винтовой пресс незаменимым для мелких работ по штамповке.
Так как развиваемое прессом давление используется в конце рабочего хода, то пресс снабжают тяжёлым маховиком, который накопляет живую силу, используемую затем в течение короткого промежутка времени, когда заготовка останавливает движущийся ползун.
Для увеличения скорости движения шаг винта должен быть достаточно большим. Обычно применяют трёх- или четырёхходовой винт с прямоугольной или трапециевидной резьбой.
На рис. 22-а изображён ручной винтовой пресс простейшей конструкции.
Четырёхходовой винт проходит сквозь гайку, укреплённую в станине пресса, и приводится в движение рукояткой с грузом на другом конце, заменяющем маховик. Ползун этого пресса движется вверх и вниз в охватывающих его направляющих. Так как доступ к штампу в этом прессе возможен с трёх сторон, это даёт возможность пользоваться любыми заготовками и подавать их не только спереди, но и сбоку.
На рис. 22-б показан более мощный винтовой пресс с станиной, состоящий из двух стоек, вследствие чего заготовку можно подавать только спереди, причём ширина её должна быть не больше расстояния между стойками.
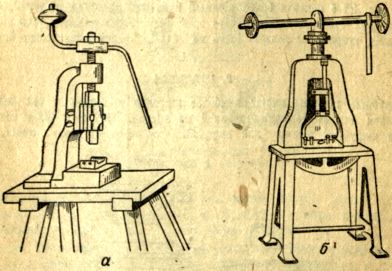
Рис. 22. Ручные прессы.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
5.5.1. Оборудование
5.5.1. Оборудование *Обязательное оборудование*. Не приобретайте ненужных приспособлений. Новинки, продаваемые на рынке, и есть новинки. Некоторые на самом деле могут поставить вас в опасное и затруднительное положение. Обязательное оборудование включает прочный
Оборудование
Оборудование Фильтр для воды;мини–плита на пропане;топорик;пила (2);лопата(2);отмычка;молоток;напильник;отвёртка;бурав;лом;винты;гвозди;шурупы;металлический резервуар;6–галлоновые фляги воды;пропановые
6. Оборудование
6. Оборудование Есть с десяток портов в мире где маршруты пересекаются, и где яхта идущая вокруг света, рано или поздно должна пройти. Залив Колона в Панаме, например, это место где все проходящие через канал должны остановиться на несколько дней для оформления. Порт
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ На машине имеется несколько комплектов специального оборудования предназначенных для повышения автономности машины в условиях боевых действий. К ним относятся ОПВТ (о ней говорилось выше), оборудование для самоокапывания и оборудование
Сваебойное оборудование
Сваебойное оборудование Сваебойное оборудование – различного вида оборудование, применяемое для погружения в грунт свай при выполнении строительных работ на нулевом цикле (т. е. при подготовке каких-либо фундаментов). К сваебойному оборудованию относятся свайные
Материалы и оборудование для производства работ электродуговой сваркой:
Материалы и оборудование для производства работ электродуговой сваркой: • источник питания сварочной дуги;• сварочный и питающий кабели, электрододержатель;• принадлежности сварщика – спецкостюм, маска с защитным стеклом;• сварочный стол или приспособления для
Оборудование, необходимое для ЭШС:
Оборудование, необходимое для ЭШС: • специальные сварочные аппараты;• аппаратные шкафы;• аппараты для подачи электродной проволоки или ленты;• устройства для формирования сварочного шва;• устройства фиксации и перемещения
Оборудование для ЭЛС:
Оборудование для ЭЛС: • высоковольтный выпрямитель;• стабилизатор ускоряющего напряжения;• блок накала катода;• модулятор;• источник питания электромагнитных линз;• электронно-лучевая пушка;• вакуумная камера с вакуумной системой и люками загрузки;• механизмы
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели
Раздел шестой. Оборудование рейдов и гаваней. Докование Глава 14. Оборудование рейдов и гаваней 14.1. Рейдовые бочки и бридели Стоянка кораблей на рейдовых бочках обеспечивает более быструю съемку, чем с якоря, большую надежность стоянки, возможность стоянки большего
Кухонное оборудование
Кухонное оборудование В наше время обустройство кухни должно позволять быстро и без особого напряжения заниматься приготовлением пищи. Чтобы работа на кухне была хорошо организована, необходимо правильно спланированное и оборудованное кухонное помещение, а также
Инвентарь и оборудование
Инвентарь и оборудование КормушкиОсобое внимание следует уделять конструкции кормушек. Для сухих кормов кормушки изготавливаются из дерева, для влажных – из металла, чтобы такую кормушку легко было мыть и дезинфицировать. Конструкция кормушки должна предохранять
Как я использую это оборудование
Как я использую это оборудование Я использую лампу с 16 дюймовым рефлектором в качестве ключевого освещения без рассеивателя. Мой метод освещения основан на полной интенсивности ключевого света, который направлен равномерно на всю модель. Когда источник ключевого света