IV. ОСНОВНЫЕ ОПЕРАЦИИ ПО ПРОИЗВОДСТВУ ЗАМКОВ
IV. ОСНОВНЫЕ ОПЕРАЦИИ ПО ПРОИЗВОДСТВУ ЗАМКОВ
При массовом производстве замков детали их изготовляются путём штамповки на прессах, т. е. путём вырезки, гибки или вытяжки в штампах.
Перечисленные три вида штамповочных работ являются основными производственными операциями, дающими возможность получать разнообразные замочные детали. Однако эти операции не исчерпывают всего многообразия работ, проводимых в замочном производстве.
Подготовка листового материала перед вырезкой, гибкой или вытяжкой состоит из ряда операций, необходимость которых вызывается последующим технологическим процессом. Листы или полосы металла нельзя пускать в работу под прессом, пока они не будут подготовлены соответствующим образом.
Как указывалось выше, металл необходимо рассортировать по толщине, выправить, разрезать на куски определённых размеров (ленты, полосы) и очистить от окалины, песка и грязи. Только после этого можно приступать к изготовлению деталей для замков на ручных и ножных эксцентриковых или других прессах.
Основная операция — вырезка — может быть или первой операцией при изготовлении данной замочной детали (например, заготовка корпуса замка и т. п.) пли окончательной операцией, дающей законченную деталь (цухальтер и др.).
Часто после вырезки деталь правят для получения ровной поверхности.
При вырезке от материала отделяют какую-то его часть для использования её непосредственно на изделие, а остаток материала представляет собой отход.
От вырезки отличают «пробивание», когда остающуюся часть используют в качестве материала для изделия, а вырезанная её часть является отходом.
Кроме вырезки и пробивания в производственной практике различают прорезку, разрезку и обрезку.
При вырезке возможно получение деталей с нечистым обрезом, на которых будут заусенцы.
Для получения правильной вырезки с чистым обрезом необходимо соблюдать следующее:
1) Зазор между пуансоном и матрицей должен быть возможно меньше; это обеспечивает получение вырубаемого изделия с чистыми кромками.
2) Кромки пуансона и матрицы должны быть всегда острыми; нельзя допускать их затупления. Величина зазора зависит от толщины материала и его механических свойств. При определении величины зазора обычно пользуются специальной таблицей, в которой указаны зазоры между матрицей и пуансоном для различных материалов.
При изготовлении замочных деталей весьма важной операцией является гибка материала. Гибка может являться пли самостоятельной операцией, или производиться одновременно с вырезкой.
Гибку, так же как и правку, производят на винтовых прессах, пользуясь специальными гибочными штампами.
Успешное выполнение гибочных операций замочных деталей зависит от соблюдения ряда условий, важнейшими из которых являются следующие.
Никогда не следует укладывать изгибаемую заготовку замочной детали в штамп, чтобы гибка происходила заусенцем наружу. В этом случае в месте изгиба всегда появляются трещины, приводящие к неисправимому браку изделий. Поэтому заготовку надлежит укладывать в штамп так, чтобы при гибке заусенец приходился внутрь.
Гнуть детали надо всегда поперёк направления прокатки листового материала, а при гибке в двух направлениях располагать оси гибки под углом в 45° к направлению прокатки. Несоблюдение этого, т. е. расположение направления гибки вдоль волокон материала, является причиной изломов и разрывов деталей, так как сопротивление материала изгибу, идущему вдоль волокон, значительно меньше сопротивления изгибу, идущему поперёк волокон.
Такие замочные детали, как коробка, в которую заключён механизм замка, изготовляются путём вытяжки из плоской заготовки.
Вытяжку деталей можно производить на винтовых прессах простого или двойного действия.
При вытяжке часто получаются детали с морщинами. Практика показывает, что достаточно толстая заготовка небольших размеров при вытяжке сжимается постепенно, не образуя складок и морщин. При штамповке же сравнительно тонких заготовок надо обязательно устанавливать прижим, прижимающий заготовку к матрице, иначе будут получаться складки и морщины.
Во всех замках имеются плоские и спиральные пружины. Изготовление этих пружин является весьма сложной операцией, требующей навыков и знаний, главным образом в области термообработки.
Для изготовления малых плоских пружин, формуемых вхолодную, надо брать полосы без поверхностных дефектов — трещин, плен, шлаковых включений, рисок и рванин. Эти дефекты вызывают преждевременные поломки пружин.
Для получения однообразных результатов при завивке и формовке, необходимо, чтобы полосы имели равномерную твёрдость.
Чтобы предупредить чрезмерное образование окалины, пружины, изготовленные из отожжённых полос, надо нагревать равномерно в печи или в жидкой ванне до температур закалки, указанных в табл. 1.
Таблица 1
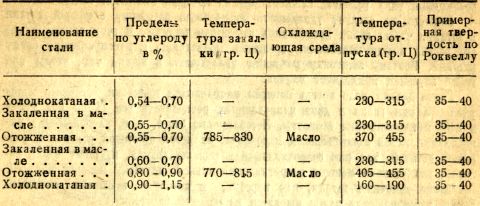
Нагретые пружины закаливают в масле с температурой 40–60°.
Закалённые в масле и холоднокатаные пружины обычно подвергают небольшому отпуску для устранения напряжений, возникающих при формовке пружины.
Спиральные проволочные пружины для замков, навиваемые вхолодную, надлежит изготовлять из проволоки без поверхностных трещин, волосовин, шлаковых включений, царапин и рванин.
Проволока должна иметь равномерную твёрдость и быть достаточно вязкой, чтобы её можно было согнуть вокруг стержня такого же диаметра, как и проволока.
Для пружин замков можно применять холоднотянутую (рояльную) проволоку, не требующую какой-либо дальнейшей термообработки, за исключением короткого отпуска для устранения напряжений, полученных при завивке или формовке пружины.
Другим сортом холоднотянутой проволоки, пригодной для изготовления замочных пружин, является твёрдотянутая проволока. Она также не требует какой-либо дальнейшей термообработки за исключением короткого отпуска для устранения напряжении, полученных при навивке или формовке.
Эта проволока подобно рояльной благодаря холодной обработке обладает повышенными механическими свойствами, но отличается от рояльной тем, что между протяжками её подвергают простому отжигу.
Сталь для твёрдотянутой проволоки по качеству ниже стали для рояльной проволоки.
Отожжённая проволока, поставляемая в отожжённом состоянии, применяется в тех случаях, когда замочные пружины надлежит закаливать и отпускать после их изготовления.
Так как на мелких пружинах, применяемых для замков, при термообработке могут образоваться поверхностные дефекты или окисления, то такие пружины следует делать из холоднокатаной проволоки.
В табл. 2 указаны режимы термообработки малых спиральных пружин, навиваемых вхолодную.
Таблица 2
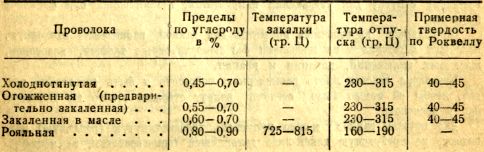
Пружины из закалённой в масле и твёрдотянутой проволоки обычно подвергаются короткому отпуску для устранения напряжений.
Некоторые детали замков (штифты, оси и др.) приходится обрабатывать на токарных и револьверных станках. Станочная обработка этих деталей замков является весьма дорогой, и объём этих работ в замочном производстве сравнительно невелик.
Заключительной и весьма ответственной операцией при изготовлении замков является сборка их. От качества сборки зависит безотказная работа замка.
Замки обычно собирают по узлам. В зависимости от сложности конструкции замка детали комплектуются на отдельные узлы, из которых затем собирают готовое изделие.
При сборке замков рекомендуется пользоваться приспособлениями, облегчающими работу.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
Как приступить к производству опытов
Как приступить к производству опытов Само собою понятно, что для устройства аппарата нужны (Средства. Затратить эти средства не всякий может. Да кроме того, у (каждого человека может быть (сомнение: деньги я затрачу, а выйдет ли что из этой затеи?Поэтому попробуйте сначала
II. МАТЕРИАЛ ДЛЯ ЗАМКОВ
II. МАТЕРИАЛ ДЛЯ ЗАМКОВ При выборе материала для изготовления деталей замков необходимо учитывать назначение деталей и предъявляемые к ним требования в части прочности, упругости, способности вытягиваться при штамповке, легко поддаваться последующей обработке,
V. КАЧЕСТВО ЗАМКОВ
V. КАЧЕСТВО ЗАМКОВ Замки могут получаться с разнообразными недостатками, влияющими на их нормальную работу и срок службы. Эти недостатки могут зависеть от материала, способа обработки и сборки, а также от недостатков конструкции механизма. Одни недостатки можно
В стране замков
В стране замков Деревушка Темерикур Гири-ан-Вексен • Ветёй • Руины грозного Рош-Гийона • Нинон де Ланкло • Вилер-ан-Арти • Сен-Клер-сюр-ЭптНа северо-запад из Понтуаза можно отправиться по 14-й госдороге, с тем чтобы близ Бордо-де-Виньи (le Bord’Haut de Vigny) свернуть к городку
Как совершенствовались укрепления замков
Как совершенствовались укрепления замков Однако не одна только Англия переняла норманнский опыт строительства укрепленных рыцарских жилищ — он распространился и по всей Западной Европе. Но, конечно, такое строительство никак нельзя было назвать «типовым» — в любом из
Станок по производству бумаги (бумагоделательная машина)
Станок по производству бумаги (бумагоделательная машина) Бумагоделательная машина – агрегат непрерывного действия, состоящий из нескольких секций, для получения бумаги из волокнистой суспензии.Два основных типа машины: машина плоскосеточная – столовая, изготавливает
Глава 3. Учимся выполнять основные операции в Windows XP
Глава 3. Учимся выполнять основные операции в Windows XP Итак, полученных к данному моменту знаний и навыков уже достаточно для того, чтобы приступать к выполнению некоторых основных операций на компьютере. Их описанию и посвящена данная глава
8.2. Основные операции с мультимедийными файлами
8.2. Основные операции с мультимедийными файлами Основные операции с воспроизводимыми файлами, а также со списками воспроизведения выполняются с помощью команд меню Файл .8.2.1. Как воспроизвести мультимедийный файл?Чтобы воспроизвести звуковой или видео-файл, выполните
Глава 11. Основные операции по обслуживанию ОС Windows
Глава 11. Основные операции по обслуживанию ОС Windows Чтобы операционная система Windows функционировала стабильно и надежно, желательно хотя бы изредка производить некоторые несложные операции по ее обслуживанию. Переход к соответствующим режимам выполняется с помощью
§ 19. Основные операции и виды работ при мытье головы
§ 19. Основные операции и виды работ при мытье головы Мытье головы в парикмахерских производится двумя способами - с наклоном головы вперед и с наклоном головы назад (рис. 39). При использовании второго способа применяется специальное приспособление (крыло) или раковина с
В погоне за чашечкой кофе. Один день из жизни заместителя директора по производству
В погоне за чашечкой кофе. Один день из жизни заместителя директора по производству http://www.e-xecutive.ru/friday/article3532/ В 7:30 на работе… Директор загорает в Ливане, отдел кадров в декретном отпуске. Босс в Германии, отдел закупок на выставке. В офисе пусто. Пришли новые сотрудники на