16.41. Ремонт скутера. Двухтактный двигатель — разборка и сборка
16.41. Ремонт скутера. Двухтактный двигатель — разборка и сборка
На примере двигателя с раздельной системой смазки
Блок «двигатель-трансмиссия» извлечен из рамы скутера (см. Силовой агрегат — снятие и установка), крышка вариатора снята, ремень вариатора снят, ведущий шкив и вариатор сняты, ведомый шкив и сцепление снято (Для разборки двигателя снимать ведомый шкив и сцепление не обязательно, но для удобства работы это можно сделать) (см. Вариатор — разборка и сборка ведущего шкива), выхлопная система снята (см. Глушитель — снятие и установка).
1. Отворачиваем болты крепления корпуса воздушного фильтра и снимаем его в сборе с подкрылком заднего колеса.
2. Снимаем карбюратор (см. Карбюратор — разборка, промывка и сборка).
3. Снимаем катушку зажигания в сборе с высоковольтным проводом (см. Катушка зажигания — диагностика и замена).
4. Отворачиваем болты крепления кожуха охлаждения цилиндра.
5. Снимаем кожух.
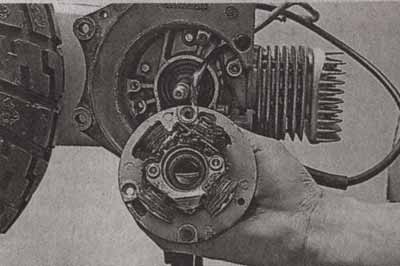
6. Снимаем кожух вентилятора, крыльчатку и ротор генератора, (см. Генератор — разборка и проверка)
7. Отворачиваем винты крепления основания статора генератора.
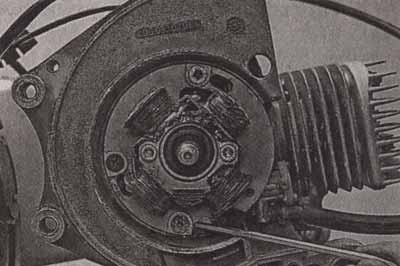
8. Снимаем статор в сборе.
9. Выворачиваем свечу зажигания из головки цилиндра.
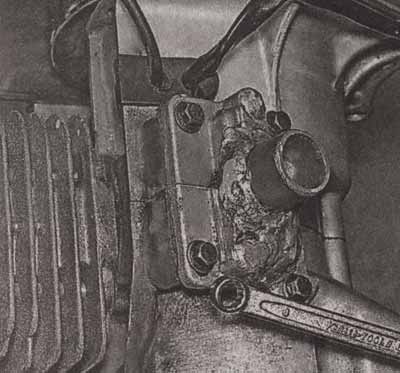
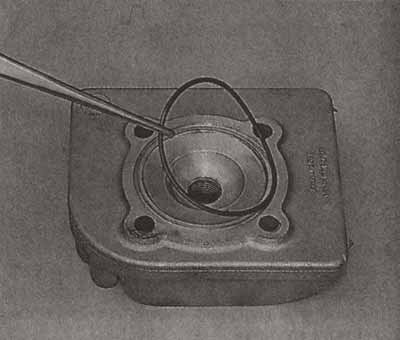
10. Отворачиваем болты крепления впускного патрубка и снимаем его в сборе с лепестковым клапаном, если он присутствует в конструкции двигателя. Закрываем окно впускного коллектора чистой тканью во избежание попадания в него грязи и мелких деталей.
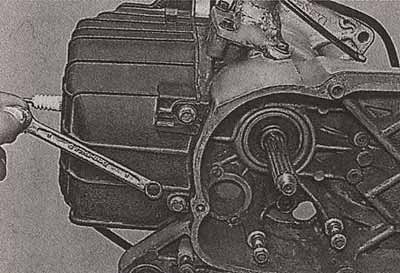
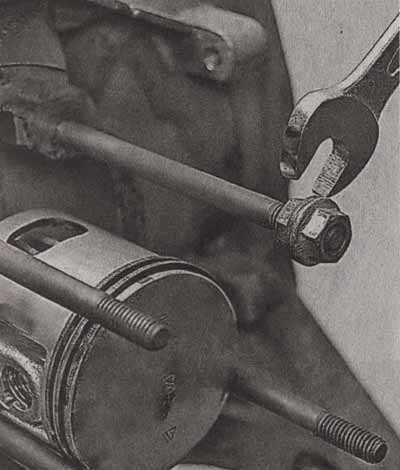
11. Трубчатым ключом отворачиваем гайки (болты) крепления головки цилиндра.
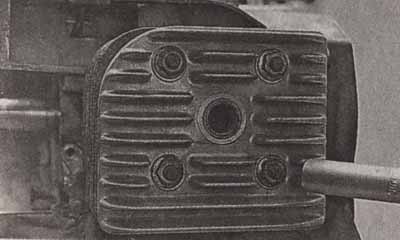
ВНИМАНИЕ!
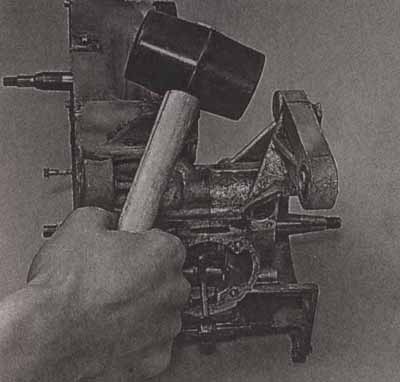
Довольно часто головка «прикипает» к цилиндру и стронуть ее с места не получается. Для снятия головки нужно нанести несколько легких ударов киянкой или резиновым молотком поочередно с противоположных торцов головки. Важно не сломать и не деформировать ребра охлаждения!
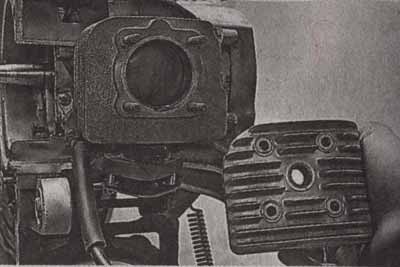
12. Снимаем головку цилиндра со шпилек.
ВНИМАНИЕ!
В нашем случае прокладка головки цилиндра выполнена из термостойкой резины. Такую прокладку можно использовать многократно при снятии-установке головки, однако, чаще всего, в скутерных моторах применяются алюминиевые или медные прокладки головок. Такие прокладки подлежат замене при каждой разборке, поскольку при затягивании гаек головки повторно установить прокладку в первоначальное положение практически невозможно, соответственно, уплотнение не будет качественным.
13. Извлекаем прокладку головки цилиндра и осматриваем ее с целью обнаружения повреждений.
ВНИМАНИЕ!
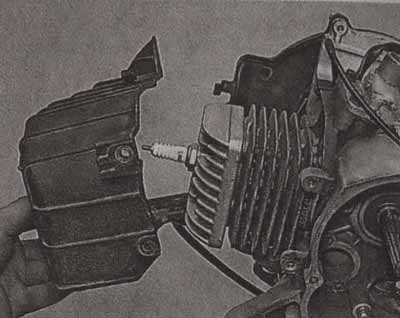
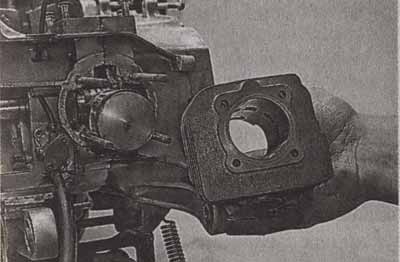
Цилиндр практически всегда «прикипает» к картеру и стронуть его с места также не удается. Для снятия снова воспользуемся киянкой или резиновым молотком, нанося легкие удары поочередно с противоположных сторон цилиндра. Будьте аккуратны, чтобы не сломать и не деформировать ребра охлаждения!
При отделении цилиндра от картера проверьте, полностью ли отделилась прокладка от одной из плоскостей (цилиндра, либо картера). Важно не порвать прокладку, так как возможно ее повторное использование при сборке. Порванная или поврежденная прокладка подлежит замене.
14. Снимаем цилиндр.
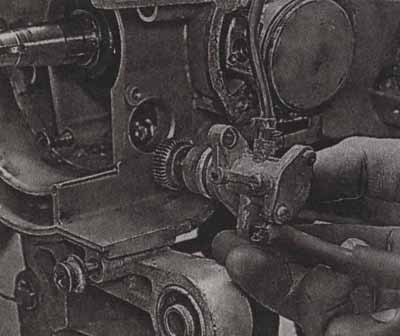
15. Отворачиваем винты крепления маслонасоса.
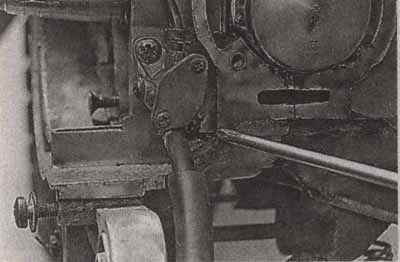
16. Извлекаем маслонасос из картера.
17. Для удобства дальнейших работ рекомендуется закрыть полость кривошипной камеры чистой тканью, во избежание попадания в нее грязи и мелких деталей, особенно, если не планируется разбирать картер двигателя.
18. Осторожно отделяем прокладку цилиндра.
ВНИМАНИЕ!
Перед выворачиванием шпилек рекомендуется обработать резьбовые соединения проникающей смазкой или керосином, и дать пропитаться в течение нескольких минут.
19. Выворачиваем шпильки крепления цилиндра (Операция необходима для замены самих шпилек, а также возможна для удобства снятия и установки поршня, однако необязательна).
СОВЕТ:
Если под рукой нет шпильковерта, можно вывернуть шпильки при помощи двух гаек. Наворачиваем гайки на шпильку, и затягиваем друг относительно друга. Теперь можно выкрутить шпильку, вращая ее ключом за внутреннюю гайку.
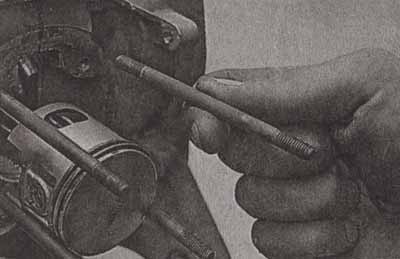
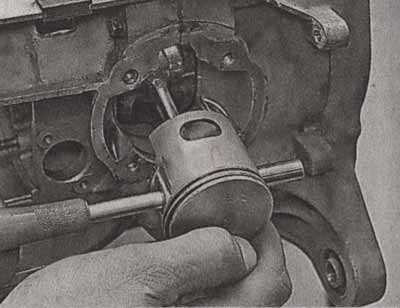
20. Тонкими пассатижами или специальным съемником стопорных колец извлекаем стопорные кольца поршневого пальца.
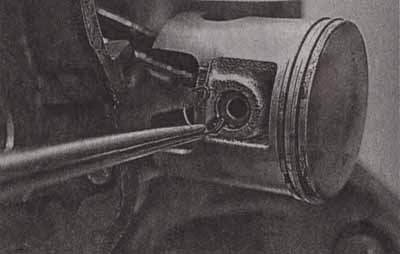
21. Извлекаем поршневой палец. Как правило, палец установлен в поршень с незначительным натягом, и при демонтаже не требуется специального съемника. Одной рукой надежно обхватываем поршень, чтобы зафиксировать его, и подходящей по диаметру выколоткой выдавливаем палец из поршня.
ВНИМАНИЕ!
Нельзя выбивать палец при помощи молотка. Это неизбежно приведет к деформации самого шатуна, либо торцев верхней головки шатуна. Данная операция вообще требует особой аккуратности, так как если не зафиксировать поршень в достаточной степени, можно легко погнуть шатун. Кроме того, важно не повредить рабочие поверхности бобышек поршня.
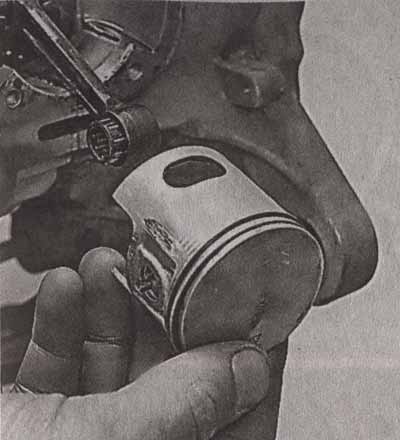
22. Снимаем поршень.
23. Извлекаем из верхней головки шатуна игольчатый подшипник.
ВНИМАНИЕ!
В некоторых моделях двигателей, особенно прежних выпусков, а также четырехтактных, в верхней головке шатуна применяется подшипник скольжения, который заменяется только в сборе с коленчатым валом и шатуном.
24. Снимаем заднее колесо (см. Заднее колесо — снятие и установка).
25. Снимаем центральную подставку, для этого:
Извлекаем шплинт из оси подставки.
Снимаем с оси шайбу.

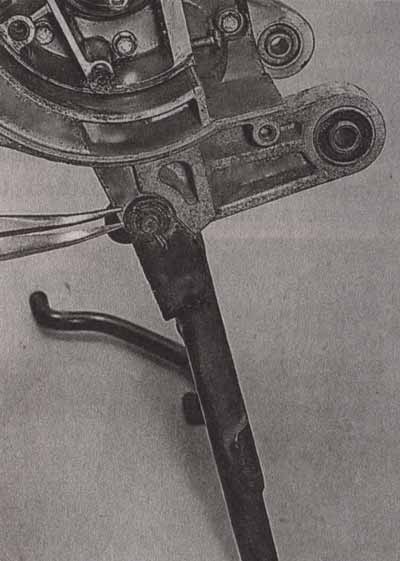
Поворачиваем блок таким образом, чтобы подставка была направлена вверх.
ВНИМАНИЕ!
Пружина центральной подставки натянута, поэтому необходимо надежно держать подставку во время извлечения оси.
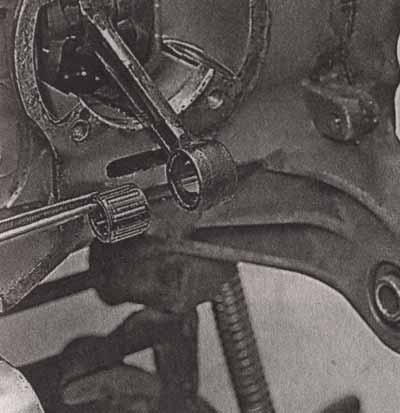
Придерживая подставку, выколоткой подходящего диаметра выбиваем ось.

Снимаем подставку с картера, одновременно снимаем пружину.
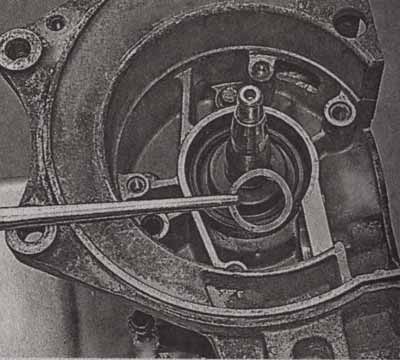
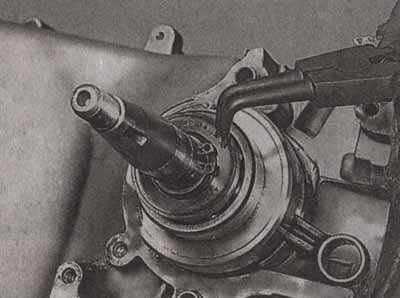
26. Щипцами для стопорных колец снимаем с цапфы коленчатого вала стопорное кольцо шестерни привода мас-лонасоса.
27. Снимаем пружинную шайбу.
28. Трубчатым ключом отворачиваем все болты, стягивающие половины картера.
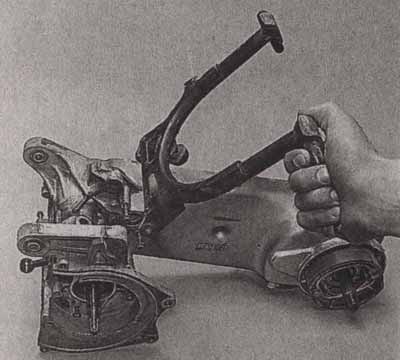
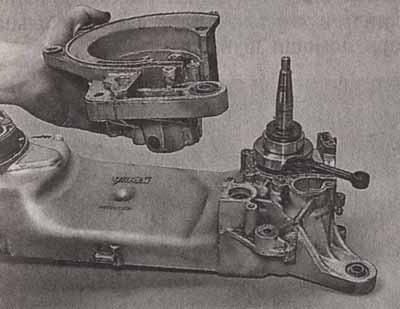
29. Аккуратно обстукиваем резиновым молотком малую половину картера по кругу в направлении «от стыка».
30. Снимаем малую половину картера вместе с шестерней привода маслонасоса.
31. Извлекаем шестерню привода маслонасоса.
32. Тонкими пассатижами извлекаем из цапфы коленчатого вала штифт шестерни привода маслонасоса.
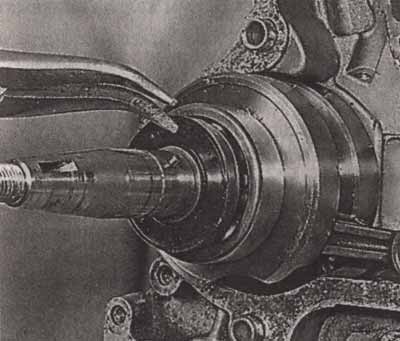
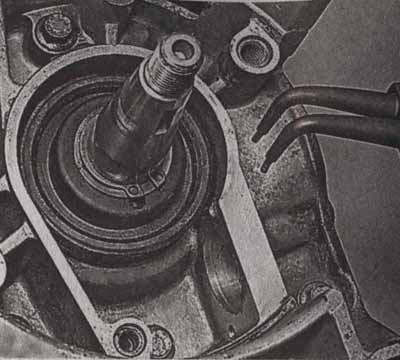
33. Снимаем стопорное кольцо сальника коленчатого вала.
34. Снимаем с цапфы сальник.
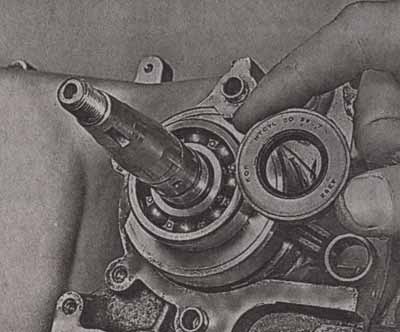
35. Снимаем с цапфы подшипник коленчатого вала (возможно, для этого потребуется универсальный съемник).
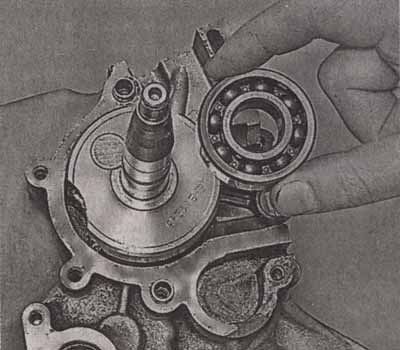
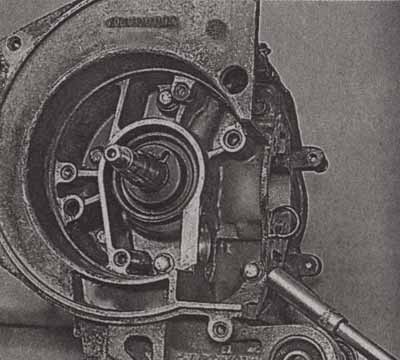
36. Используя выколотку из мягкого металла и молоток, аккуратно выбиваем коленчатый вал из подшипника большой половины картера.
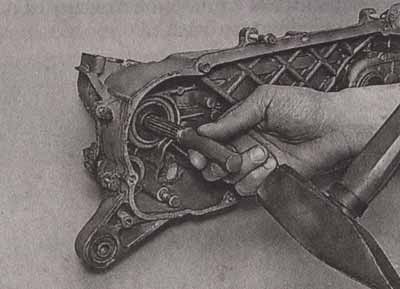
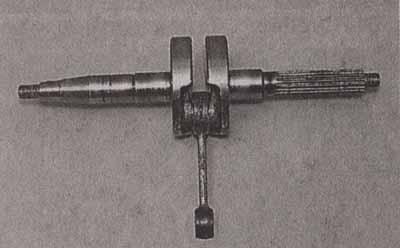
37. Извлекаем коленчатый вал.
ДЕФЕКТОВКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
ВНИМАНИЕ!
Все цифры (зазоры, размеры и прочее), приведенные в данной главе являются усредненными для двигателей 50-кубовых скутеров. Точные значения указаны в руководстве по ремонту конкретной модели скутера.
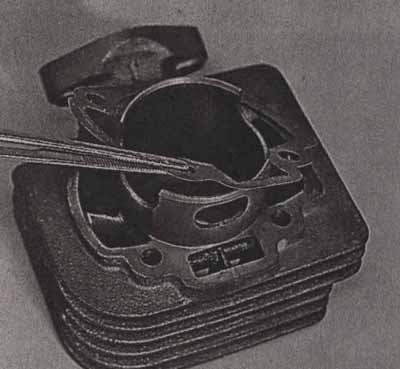
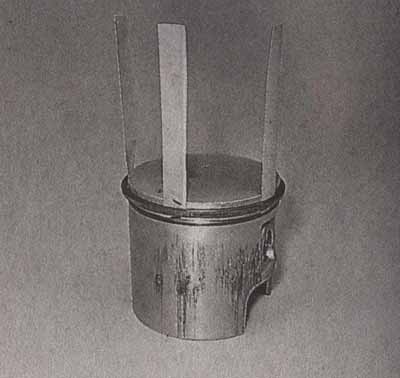
38. Снимаем кольца с поршня. Для этого лучше всего воспользоваться способом с применением тонких металлических пластин, показанном на фото.
Кольца снимаем по очереди.
Под верхнее поршневое кольцо поочередно вставляются три или четыре пластины из тонкого металла или упругого пластика, разводятся на равные расстояния друг от друга и кольцо снимается по пластинам, как по направляющим.
Повторяем операцию для второго кольца.
39. Проверяем состояние поршневых колец, для этого вставляем кольцо в цилиндр и замеряем зазор в замке кольца при помощи щупа.
Номинальный зазор в замке кольца должен находиться в пределах 0,1–0,2 мм. При зазоре более 0,5 мм кольца подлежат замене.
Вставляем кольца в их проточки на поршне и замеряем торцевой зазор между стенкой канавки и кольцом (разницу ширины кольца и канавки).
Зазор не должен превышать 0,07 — 0,08 мм. Однако, кольцо должно свободно, без усилий перемещаться в канавке, как в продольном, так и в поперечном направлениях.
40. Проверяем состояние цилиндра и поршня. Есть несколько методов проверки. Вот наиболее распространенные:
40.1. Наиболее точный метод — инструментальный.
• Измеряем микрометром диаметр в центральной части поршня, в направлении, перпендикулярном оси поршневого пальца. Место измерения обусловлено тем, что поршень имеет овальную форму в поперечном, и бочкообразную, в продольном разрезе. Необходимо измерить зазор в самой «толстой» части поршня.
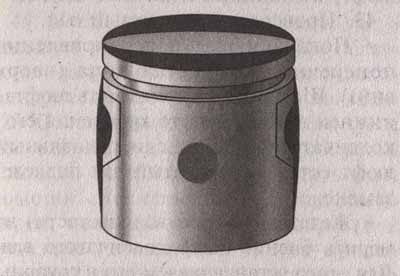
Красным цветом показаны области, выступающие за пределы правильной цилиндрической формы»
Синим — область измерения.
• Нутромером измеряем диаметр цилиндра в нескольких местах (снизу, в центре и сверху).
Сравниваем полученные измерения. Разница в числах (зазор) не должен превышать 0,07 — 0,08 мм. Если зазор в паре цилиндр — поршень больше, то поршень и цилиндр подлежат замене.

40.2. Менее точный, но более доступный метод:
· Опускаем поршень в цилиндр, сориентировав его в рабочее положение.
· Измеряем зазор при помощи щупа в средней части поршня, в плоскости поперечной оси поршневого пальца. Наиболее простой, но не точный способ измерения зазора в цилиндро-поршневой группе — визуальный.
· Устанавливаем цилиндр на плоскую ровную поверхность.
· Протираем поршень от пыли и смазываем тонким слоем моторного масла.
· Вставляем поршень в цилиндр в рабочем положении и отпускаем его. Поршень должен без заеданий, равномерно опуститься в цилиндр полностью примерно за 1 секунду. Если поршень застрял на половине пути — зазор мал, либо на поверхности поршня имеются задиры. Если провалился со стуком — зазор велик и поршень подлежит замене.
· Осматриваем трущиеся поверхности поршня и цилиндра на предмет повреждений.
· На трущихся поверхностях цилиндра и поршня возможно возникновение царапин и задиров, которые возникают в результате перегрева двигателя, масляного голодания, использования некачественного масла или повреждения воздушного фильтра. Осматриваем юбку поршня. Если на ней есть глубокие (Грань между «глубокой» и «мелкой» царапинами можно определить на ощупь. Проводим пальцами по поверхности поршня, если царапины ощущаются — считаем ее глубокой. Если же царапину на ощупь почувствовать не удается, считаем ее мелкой) царапины и задиры — поршень подлежит замене. Если царапины не глубокие — допускается зашлифовать их мелкозернистой наждачной бумагой (В отличие от юбки, днище поршня можно и даже нужно отполировать до «зеркала» (мелкозернистой шкуркой и пастой ГОИ). К гладкой поверхности гораздо хуже прилипает нагар, что способствует улучшению охлаждения поршня и снижает вероятность возникновения калильного зажигания) (№№ 600–800). При этом следует определить и устранить причину появления глубоких задиров и царапин.

ВНИМАНИЕ!
Юбку поршня нельзя полировать до зеркального блеска. Шероховатая поверхность юбки удерживает большее количество бензо-масляной смеси, что значительно улучшает смазку пары цилиндр-поршень.
• Если на поршне обнаружены прочие повреждения (сколы, нарушения геометрии, отверстия, и прочее), он подлежит замене).
41. Осматриваем цилиндр на предмет повреждений. Если на зеркале цилиндра обнаружены глубокие царапины, цилиндр подлежит замене.

42. Проверяем игольчатый подшипник верхней головки шатуна. Подшипник с шатуном должен свободно надеваться на поршневой палец, но при этом не должен иметь радиального люфта на нем. Заводим подшипник с вставленным в него поршневым пальцем в верхнюю головку шатуна и подкачаем палец в поперечном направлении относительно оси установки пальца. Если в сочленении чувствуется даже минимальный люфт, подшипник подлежит замене.
43. Проверяем коленчатый вал.
• Покачаем шатун в направлении, поперечном оси кривошипа (вверх-вниз). Шатун не должен иметь люфта в нижней головке (месте крепления его к коленчатому валу). Если радиальный (Продольный (по оси) люфт шатуна в нижней головке допускается) люфт есть — коленчатый вал подлежит замене.
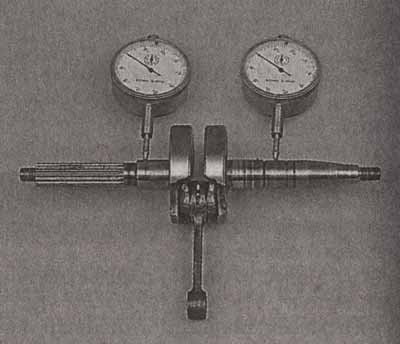
• Желательно (при возможности) измерить биение цапф коленчатого вала. Для этого устанавливаем его в токарных центрах и индикатором измеряем биение каждой цапфы.
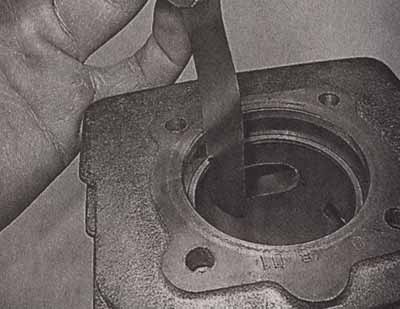
44. Осматриваем лепестковый клапан. Если рабочие пластины потрескались, имеют физические повреждения или неплотно прилегают к плоскости корпуса, клапан подлежит замене.
СБОРКА ДВИГАТЕЛЯ
Сборку двигателя производим в последовательности, обратной разборке. При этом:
ВНИМАНИЕ!
Перед установкой новой прокладки необходимо полностью удалить остатки старой прокладки с поверхностей половинок картера (ножом, шабером или при помощи химического средства для удаления старых прокладок).
45. Устанавливаем коленчатый вал в большую половину картера. Для облегчения запрессовки подшипников рекомендуется разогреть картер до 100–120 °C при помощи технического фена или в духовке электрической кухонной плиты, а подшипник — охладить (при помощи специального охлаждающего спрея, который можно приобрести в магазине автозапчастей) или просто положив подшипник в морозильную камеру на некоторое время.
46. Смазываем моторным маслом подшипники коленчатого вала и шатуна.
47. Устанавливаем новую прокладку на большую половинку картера.
48. Устанавливаем малую половинку картера на место (предварительно разогрев посадочное место подшипника).
49. Заворачиваем болты картера и затягиваем их по кругу в несколько приемов (момент затяжки см. Моменты затяжки резьбовых соединений).
ВНИМАНИЕ!
После установки коленчатый вал должен свободно, без заеданий, стуков и щелчков вращаться в обе стороны.
50. Перед установкой поршня устанавливаем на место поршневые кольца (см. с. 156 п. 38), вставляем одно из стопорных колец на место, затем ориентируем поршень стрелкой (она выбита на донышке поршня) вперед, то есть к выпускному окну. Запрессовываем палец до упора в противоположное стопорное кольцо и устанавливаем второе стопорное кольцо.
51. Вворачиваем шпильки цилиндра. Затягивать шпильки удобнее всего шпильковертом, однако если его нет, можно воспользоваться тем же способом, что и при выворачивании — при помощи двух гаек (см. с. 152 п. 19).
52. Устанавливаем прокладку цилиндра.
53. Перед установкой цилиндра на поршень необходимо развернуть поршневые кольца замками напротив фиксирующих штифтов, которые расположены в канавках и развернуты на угол примерно 120° относительно друг друга.
54. Смазываем зеркало цилиндра тонким слоем моторного масла и надеваем цилиндр на поршень, придерживая пальцами кольца.
ВНИМАНИЕ!
Если цилиндр не надевается, ни в коем случае нельзя применять силу, стараясь загнать его на место. Необходимо убедиться, что поршневые кольца прижаты конусной фаской на нижней кромке цилиндра и вошли внутрь. Если нет — снять цилиндр, проверить правильность установки колец (замки напротив штифтов) и повторить операцию.
55. Устанавливаем головку цилиндра на шпильки, наворачиваем гайки и затягиваем их постепенно крест-накрест (момент затяжки см. Моменты затяжки резьбовых соединений).
56. Устанавливаем на место впускной патрубок в сборе с лепестковым клапаном.
57. Вворачиваем свечу зажигания.
58. Устанавливаем все оставшиеся детали в последовательности, обратной разборке.
Более 800 000 книг и аудиокниг! 📚
Получи 2 месяца Литрес Подписки в подарок и наслаждайся неограниченным чтением
ПОЛУЧИТЬ ПОДАРОКЧитайте также
14.3.2. Разборка и сборка пистолета
14.3.2. Разборка и сборка пистолета Пистолет ПМ надежен, неприхотлив в обслуживании, но, как и всякое другое автоматическое оружие, требует систематического ухода, чистки и смазки. Для этого необходимо научиться его разбирать. Разборка может быть неполная и полная, причем,
14.4.3. Разборка и сборка автомата
14.4.3. Разборка и сборка автомата 5. Разборка автомата может быть неполная и полная: неполная — для чистки, смазки и осмотра автомата; полная — для чистки при сильном загрязнении автомата, после нахождения его под дождем или в снегу, при переходе на новую смазку и при
РАЗБОРКА И СБОРКА ВИНТОВКИ
РАЗБОРКА И СБОРКА ВИНТОВКИ РАЗБОРКА И СБОРКА ВИНТОВКИ ДЛЯ ЧИСТКИРазборка1. Снять штык. Поставив винтовку прикладом на землю, большим пальцем правой руки нажать пружинную защелку и сдвинуть штык вверх.2. Вынуть затвор из ствольной коробки:а) взяв винтовку в левую руку под
16.22. Ремонт скутера. Передняя вилка — разборка и сборка
16.22. Ремонт скутера. Передняя вилка — разборка и сборка РАЗБОРКАРаботы по демонтажу перьев вилки проводятся при снятой облицовке передней части скутера. Для удобства демонтажа перьев вилки рекомендуется снять вилку в сборе (см. Подшипники рулевой колонки —
16.31. Ремонт скутера. Генератор — разборка и проверка
16.31. Ремонт скутера. Генератор — разборка и проверка СНЯТИЕЧтобы добраться до генератора, может потребоваться снятие боковой облицовки (см. Облицовки — снятие и установка)1. Отворачиваем винты крепления пластикового кожуха вентилятора. 2. Снимаем крышку
16.37. Ремонт скутера. Задний редуктор — разборка и сборка
16.37. Ремонт скутера. Задний редуктор — разборка и сборка Задний редуктор приходится разбирать в случае явной поломки (шум, скрежет, отсутствие передачи крутящего момента на заднее колесо, а также при заметной утечке масла).РАЗБОРКАКрышка вариатора снята, ремень вариатора
16.39. Ремонт скутера. Вариатор — разборка и сборка ведущего шкива
16.39. Ремонт скутера. Вариатор — разборка и сборка ведущего шкива Крышка вариатора снята, ремень вариатора можно не снимать, (см. Ремень вариатора — замена)1. Отворачиваем гайку ведущего шкива вариатора. Для этого необходимо зафиксировать ведущий шкив: вставляем
16.42. Ремонт скутера. Четырехтактный двигатель — разборка и сборка
16.42. Ремонт скутера. Четырехтактный двигатель — разборка и сборка РАЗБОРКАБлок «двигатель-трансмиссия» извлечен из рамы скутера (см. Силовой агрегат — снятие и установка).1. Сливаем масло из двигателя (см. Моторное масло — замена). (Если не планируется разбирать картер
Глава II РАЗБОРКА И СБОРКА ГРАНАТОМЕТА
Глава II РАЗБОРКА И СБОРКА ГРАНАТОМЕТА 8. Разборка гранатомета может быть неполная (рис. 4) и полная (рис. 5). Неполная разборка производится при текущем обслуживании (для осмотра, чистки и смазывания гранатомета). Полная разборка производится при техническом обслуживании,